
Економний верстат для лазерного різання металевого волокна
Економний верстат для лазерного різання металевого волокна
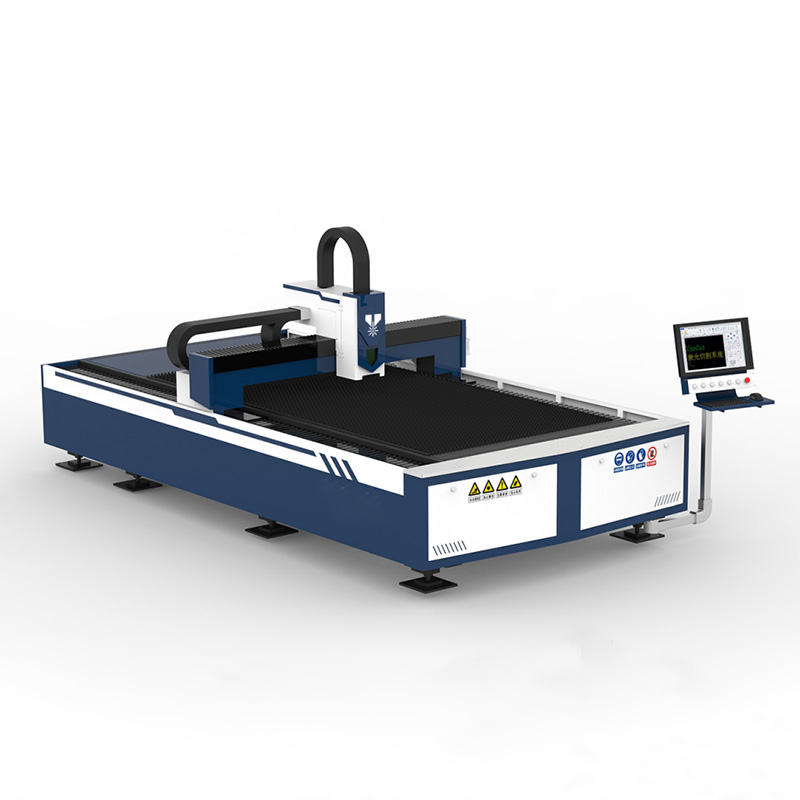
Персонажі лазерного різання металу
●Подвійний сервопривід конструкція приводного порталу:Лазерний верстат для виготовлення козлових конструкцій мосту, привід рейкової рейки, використання централізованого пристрою змащення, а також просте обслуговування;
●Pпрактичний і стабільний: Посилена станина зварювального верстата, високотемпературна обробка відпуском та вібрація для усунення напружень. Деформацію верстата можна контролювати в межах ± 0,02 мм;
●Операція проста: Понад 23000 користувачів користуються цією професійною системою різання з ЧПУ. Ця операційна система має функцію регулювання потужності лазера для забезпечення якості різання;
●Дизайн промислової естетики: Експортні стандарти в Європі та Америці, зовнішній вигляд естетичного дизайну робить його бажаним на світовому ринку;
●Високоякісне різання:Високоточна професійна лазерна ріжуча головка із захистом від зіткнень забезпечує найкращий ефект різання для ваших заготовок та проектів;
●Ефективний матеріал:Використовується у стандартних специфікаціях різання металевого листа, економить час і кошти;
●Волоконний лазер: Використовуйте джерело волоконного лазера Maxphotonics (лазери інших марок є необов'язковими), стабільне та надійне живлення, гарантована продуктивність;
| Конфігурація машини | |
| Модель | Верстат для волоконного лазерного різання серії FL-S |
| Робоча зона | 3000 мм * 1500 мм |
| Джерело лазера | 1000 Вт макс. |
| Система різання з ЧПУ | Операційна система Cypcut 1000 |
| Лазерна головка | Ручне фокусування OSPRI |
| Ліжко машини | Лазер Фортуни |
| Зубчаста рейка по осі X/Y | Лазер Фортуни |
| Прецизійна лінійна направляюча | РОУСТ |
| Привід двигуна | Японський серводвигун Yaskawa (X750W/Y750W/Z400W) |
| Електронні компоненти | Франція Шнайдер |
| Система редукторів | ФІЛАНД |
| Пневматичні компоненти | Японія SMC |
| Аксесуари для ліжка машини | Лазер Фортуни |
| Водяний чилер | Ханлі |
| Обладнання для переробки відходів | Лазер Фортуни |
Примітка: Ця конфігурація машини наведена лише для ознайомлення, багато інших брендів для кожної частини машин є необов'язковими залежно від ваших вимог та вашого бюджету. Будь ласка, зв'яжіться з нами для отримання додаткової інформації.







Параметри машини
| Модель | FL-S2015 | FL-S3015 | FL-S4020 | FL-S6020 |
| Робоча площа (Д*Ш) | 2000*1500 мм | 3000*1500 мм | 4000*2000 мм | 6000*2000 мм |
| Точність положення осі X/Y | ±0,03 мм/1000 мм | ±0,03 мм/1000 мм | ±0,03 мм/1000 мм | ±0,03 мм/1000 мм |
| Точність повторення положення осі X/Y | ±0,02 мм | ±0,02 мм | ±0,02 мм | ±0,02 мм |
| Максимальна швидкість руху | 80000 мм/хв | 80000 мм/хв | 80000 мм/хв | 80000 мм/хв |
| Максимальне прискорення | 1,2 г | 1,2 г | 1,2 г | 1,2 г |
| Максимальна вага завантаження | 600 кг | 800 кг | 1200 кг | 1500 кг |
| Блок живлення | 380 В змінного струму/50 Гц | 380 В змінного струму/50 Гц | 380 В змінного струму/50 Гц | 380 В змінного струму/50 Гц |
| Потужність лазерного джерела (необов'язково) | 1 кВт/1,5 кВт/2 кВт/2,5 кВт/3 кВт/4 кВт/6 кВт/8 кВт/10 кВт/12 кВт/15 кВт/20 кВт | |||
Застосування
Підходить для обробки металевих листів, таких як нержавіюча сталь, вуглецева сталь, легована сталь, кремнієва сталь, оцинкована сталева плита, нікель-титановий сплав, інконель, титановий сплав тощо.
Зразки дисплея








Максимальні параметри процесу лазерного різання
| Примітка 1: Діаметр серцевини лазерного волокна потужністю 1000 Вт~1500 Вт у даних різання становить 50 мікрон; діаметр серцевини вихідного волокна потужністю 2000~4000 Вт становить 100 мікрон; | |||||||||
| Примітка 2: Ці параметри різання використовують ріжучу головку Raytools, фокусна відстань колімаційної/фокусуючої лінзи: 100 мм/125 мм; | |||||||||
| Примітка 3: Через відмінності в конфігурації обладнання та процесі різання (верстат, водяне охолодження, середовище, ріжуча насадка та тиск газу), що застосовуються різними клієнтами, ці дані наведено лише для довідки; | |||||||||
| Mматеріал | Товщина (мм) | Gяк типи | 1000 Вт | 1500 Вт | 2000 Вт | 2500 Вт | 3000 Вт | 4000 Вт | 6000 Вт |
| швидкість(м/хв) | швидкість(м/хв) | швидкість(м/мin) | швидкість(м/хв) | швидкість(м/хв) | швидкість(м/хв) | швидкість(м/хв) | |||
| Нержавіюча сталь | 1 | N2 | 20~24 | 28~32 | 38 | 30 | 50 | 42~43 | 70~75 |
| 2 | N2 | 5.4 | 7.5 | 12 | 10 | 13 | 19~20 | 25~30 | |
| 3 | N2 | 2.2 | 4 | 7 | 6 | 8 | 11~12 | 12~15 | |
| 4 | N2 | 1.2 | 2 | 4 | 4 | 5 | 6,5~7,5 | 7,5~9 | |
| 5 | N2 |
| 1.1 | 2 | 2.5 | 2.5 | 4~5 | 6~7,5 | |
| 6 | N2 |
| 0,8 | 1.5 | 1.5 | 1.5 | 2~3 | 5~6,5 | |
| 8 | N2 |
|
| 0,8 | 0,7 | 1 | 1,5~2 | 3,5~4,5 | |
| 10 | N2 |
|
| 0,5 | 0,5 | 0,8 | 1 | 2.1 | |
| 12 | N2 |
|
|
|
| 0,5 | 0,8 | 1.1 | |
| 14 | N2 |
|
|
|
|
|
| 0,9 | |
| Mматеріал | Товщина (мм) | Gяк типи | 1000 Вт | 1500 Вт | 2000 Вт | 2500 Вт | 3000 Вт | 4000 Вт | 6000 Вт |
| швидкість(м/хв) | швидкість(м/хв) | швидкість(м/мin) | швидкість(м/хв) | швидкість(м/хв) | швидкість(м/хв) | швидкість(м/хв) |
| Вуглецева сталь | 1 | повітря | 9~12 | 27~30 | 27~30 | 30 | 50 | 43 | 70~75 |
| 2 | повітря | 6~8 | 8~10 | 10~12 | 12 | 13 | 20 | 25~30 | |
| 3 | O2 | 3 | 3 | 3 | 4 | 4.5 | 4.5 | 4.5 | |
| 4 | O2 | 2 | 2.5 | 3.1 | 3.3 | 3.5 | 3.8 | 3.8 | |
| 5 | O2 | 1.6 | 2 | 2,5~3 | 2.5 | 3 | 3.5 | 3.7 | |
| 6 | O2 | 1.4 | 1.8 | 2.2 | 2.3 | 2.5 | 2.8 | 3.3 | |
| 8 | O2 | 1.1 | 1.3 | 1.5 | 1.5 | 2 | 2.3 | 2.8 | |
| 10 | O2 | 0,9 | 1.1 | 1 | 1.2 | 1.4 | 1.8 | 2.1 | |
| 12 | O2 | 0,7 | 0,9 | 0,8 | 1 | 1.1 | 1.5 | 1.6 | |
| 14 | O2 | 0,6 | 0,7 | 0,8 | 0,9 | 1 | 0,95 | ||
| 16 | O2 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 0,85 | ||
| 18 | O2 | 0,5 | 0,6 | 0,7 | 0,8 | 0,75 | |||
| 20 | O2 | 0,4 | 0,5 | 0,6 | 0,7 | 0,65 | |||
| 22 | O2 | 0,4 | 0,5 | 0,5 | 0,5 | ||||
| Алюміній | 1 | повітря | 12~13 | 15 | 17~18 | 29 | 45 | 35~37 | 70~75 |
| 2 | повітря | 4~4.5 | 6 | 7.5 | 8.5 | 11 | 15 | 25~30 | |
| 3 | повітря | 1~1,5 | 3 | 5 | 5 | 7 | 8~9 | 15 | |
| 4 | повітря | 0,8~1 | 2 | 3 | 4 | 6 | 10 | ||
| 5 | повітря | 1 | 1.5 | 3 | 8 | ||||
| 6 | повітря | 0,6 | 1 | 2 | 5.5 | ||||
| 8 | повітря | 0,5 | 1 | 2.5 | |||||
| 10 | повітря | 0,5 | 1.3 | ||||||
| 12 | повітря | 0,9 | |||||||
| Латунь | 1 | повітря | 10 | 12 | 15 | 24 | 40 | 30~33 | 65~70 |
| 2 | повітря | 3 | 5 | 6 | 7.5 | 10 | 13 | 20~25 | |
| 3 | повітря | 0,5 | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | повітря | 0,5 | 1.5 | 2 | 3 | 5 | 4 | ||
| 5 | повітря | 0,5 | 1 | 1.5 | 2 | 3 | |||
| 6 | повітря | 0,5 | 0,8 | 1.5 | 2 | ||||
| 8 | повітря |
| 0,8 | 1.2 | |||||
| 10 | повітря |
|
| 0,5 |
Вимоги до робочого середовища
1. Вимоги до вологості повітря становлять 40%-80%, без конденсату.
2. Вимоги до електромережі: 380 В; 50 Гц/60 А.
3. Коливання мережі живлення: 5%, провід заземлення мережі відповідає міжнародним вимогам.
4. Різання допоміжним газом: чисте, сухе стиснене повітря та високочистий кисень (O2) і азот (N2), чистотою не менше 99,9%.
5. Поблизу обладнання, що встановлюється, не повинно бути сильних електромагнітних перешкод.
6. Уникайте радіопередавачів або ретрансляційних станцій поблизу місця встановлення.
7. Опір заземлення: ≤ 4 Ом. Амплітуда заземлення: менше 50 мкм; віброприскорення: менше 0,05g.
8. Уникайте великої кількості верстатів, таких як штампувальні, поблизу.
9. Тиск повітря: 86-106 кПа.
10. Вимоги до місця для обладнання гарантують відсутність диму та пилу, уникаючи запилених робочих середовищ, таких як полірування та шліфування металу.
11. Необхідно встановити антистатичну підлогу та підключити екранований кабель.
12. Якість робочої охолоджувальної циркуляційної води є суворо вимогливою, і необхідно використовувати чисту воду, деіонізовану воду або дистильовану воду.




