




Итештерүчеләр һәрвакыт көчлерәк, ныграк, ышанычлырак продуктлар ясарга омтылалар, шулай ук автомобиль һәм аэрокосмик тармакларда. Бу эзләнүдә алар еш кына материаль системаларны яңарталар һәм түбән тыгызлык, яхшырак температура һәм коррозиягә каршы металл эретмәләре белән алыштыралар. Бу җитештерүчеләргә базарда яхшырак урын бирә.
Чынлыкта, бу хикәянең яртысы гына.
Тагын да көчлерәк стратегик өстенлек - продуктның көче, ныклыгы, ышанычлылыгы турында санлы ышаныч.
Көчлерәк материаллар өчен иске материалларны алыштыру яхшы башлангыч булырга мөмкин, ләкин шулай ук көчле структуралар булдыру өчен чистарак һәм эффектив чистартуга таянган алдынгы җитештерү процессларын таләп итә. Алюминий эретмәләре кебек металллар һәм углерод җепселле полимер композитлары кебек алдынгы материаллар, еш кына автомобиль һәм аэрокосмик җитештерүдә кулланыла, авырлыкны киметү өчен бәйләнеш таләп итә - бәйләүчеләр кулланылганда, структурага авырлык өстәлә - һәм ышанычлы буыннар булдыру.
Традицион алюминий бизәү техникасына ком чистарту, эретеп сөртү, аннан соң тарту (чистарту тактасын куллану) яки анодизация керә. Ябыштыргыч бәйләү традицион бизәкләр туры килмәгән автоматлаштырылган процессларга ишек ача.
Анодизация аэрокосмик кушымталарда еш очрый, монда катырак спецификацияләрне үтәү өчен бу кыйбатрак һәм катырак әзерлек кулланыла. Сандугач һәм кул белән абразия техникасының табигый үзгәрүчәнлеге контроль процессның тәртиптә булуын ачык күрсәтә.
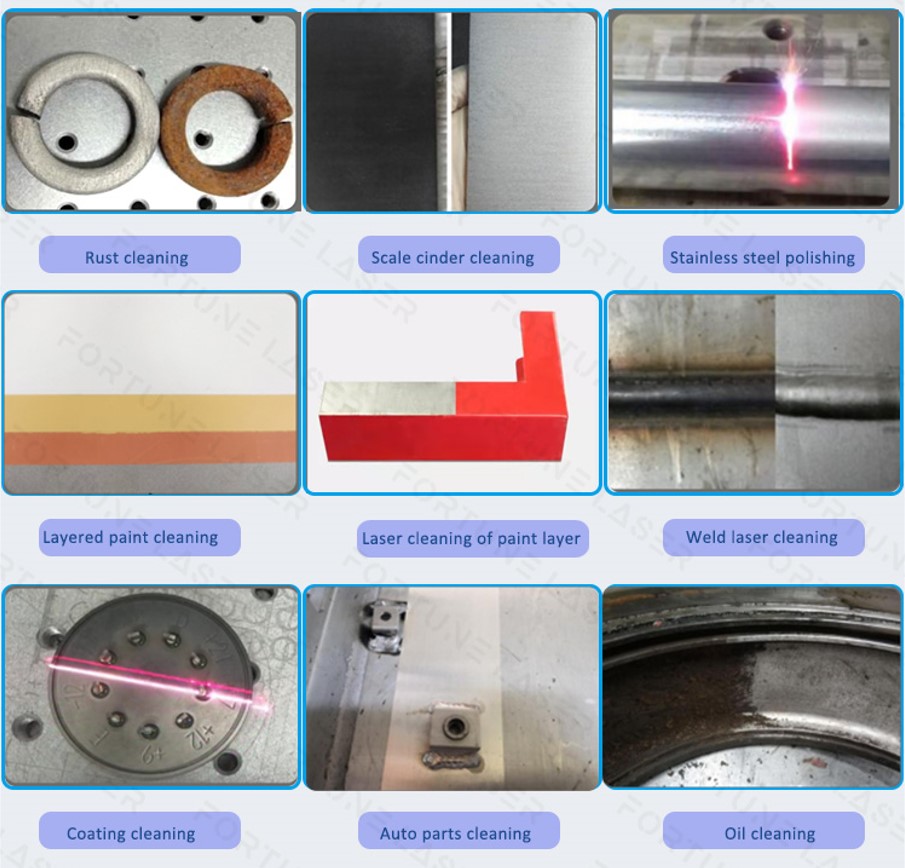
Лазер чистарту яки лазер абляциясе бу процесс аермасын төгәлрәк, экологик яктан чиста, автоматлаштырылган һәм чистарту өчен металл һәм композит өслекләрне эффектив ысул итеп тутыра. Бу материаллар өслегендә булган пычрату төрләре лазер эшкәртү белән җиңел чыгарыла.
Лазер чистарту бик көчле булганга, аның сезнең өскә ничек тәэсир иткәнен төгәл белү бик мөһим. Дөрес эшкәртелгән өслек белән артык эшкәртелмәгән өслек арасындагы аерманы бәяләү бик кыен булырга мөмкин. Сан процессларын тикшерү технологиясе лазер процессы кебек сизгер һәм төгәл булганда, җитештерүчеләр металл һәм составлы өслекләр бәйләнешкә тулысынча әзер икәненә ышана ала.
Түбәндәге Фортун лазеры сезгә лазер чистартуның сәбәпләре белән җентекләп таныштырачак.
1 -Лазер чистарту нәрсә ул?
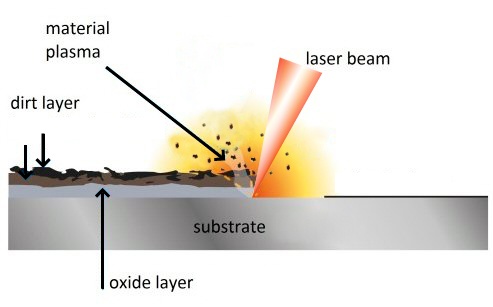
Лазер белән эшкәртү - бик төгәл, җылылык чистарту техникасы, ул материаль өслекнең кечкенә фракцияләрен фокуслы, еш пульслы, лазер нуры аша чыгарып эшли. Лазер атомнарны чыгару өчен өслекне нурландыра һәм бик каты материаллар аша бик кечкенә, тирән тишекләр бораулау өчен, нечкә пленкалар яки нанопартиклар җитештерү өчен кулланыла ала.

Бу өслекне чистарту процессы шундый эффектив, чөнки андый пычраткыч матдәләр һәм калдыклар. Алюминий өслегендә оксидлар һәм майлау майлары бар, алар ябыштыргыч кушылуга зыян китерә һәм композитлар еш кына калдык формаларын һәм ябыштыргычлар белән көчле химик бәйләнешләр булдыра алмаган силикон пычраткыч матдәләрне саклыйлар.
Бу калдыкларның берсе булган өслеккә ябыштыргыч кулланылганда, ул материалның өске берничә молекуляр катламында майларга һәм силиконга химик ябышырга тырышачак. Бу облигацияләр бик зәгыйфь һәм эш сынаулары вакытында яки продуктны куллану вакытында котылгысыз булачак. Буыннар өслек һәм ябыштыргыч яки каплау урыны белән өзелгәндә, бу интерфейсара уңышсызлык дип атала. Көтү кырын сынау вакытында бердәм уңышсызлык - тәнәфес ябыштыргыч эчендә булганда. Бу бик көчле бәйләнешне һәм ныклы һәм озакка сузылган структураны күрсәтә.
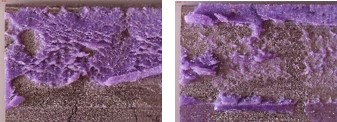
Лазер белән эшкәртелгән бу композицион үрнәкләрнең бердәм уңышсызлыгы материалларның ике ягына бәйләнгән ябыштыргычны күрсәтә.
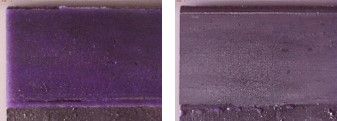
Эшкәртелмәгән бу составлы үрнәкләрнең интерфейсара уңышсызлыгы шуны күрсәтә: ябыштыргыч бер якка гына ябышып, икенчесен тулысынча җибәрә.
Бердәм уңышсызлык булганда, сез бушка юл куймый торган интерфейсара бәйләнешкә ия. Surfaceир өстендә эшкәртү пычраткыч матдәләрне бетерү өчен, өслекне үзгәртүгә юнәлтелгән, ныклы һәм ышанычлы бәйләнешләр өчен ябыштыргыч белән химик кушылырга мөмкин булган өслекне булдыру яки ачу.
2- Сезнең лазер белән эшкәртелгән өслек ябышуга әзерме-юкмы икәнен ничек белергә
Контакт почмагын үлчәү, IJAA кәгазендә күрсәтелгән кебек, эштән тыш дәвалануның деградациясен аңлау өчен, лазер чистарту процессларын күзәтү һәм тикшерүнең гаҗәеп яхшы ысулы.
Контакт почмагын үлчәү лазер белән эшкәртелгән өслектә булган молекуляр үзгәрешләргә сизгер. Surfaceир өстенә куелган сыеклыкның тамчысы өслектә яки микроскопик пычрану күләменә төгәл күтәреләчәк яки төшәчәк. Контакт почмагын үлчәү - ябышуның туктаусыз күрсәткече һәм дәвалау көченең материалларны чистарту ихтыяҗларына ничек туры килүенә ачыклык һәм күренүчәнлек тәкъдим итә ала.
Контакт почмагын үлчәү спектроскопия ысуллары белән алынган пычраткыч дәрәҗәләрнең үзгәрүе белән бик яхшы бәйләнештә тора. Күпчелек өслектә пычраткыч матдәләрне җитештерүчеләр сатып алу мөмкин булмаган һәм чынлап та җитештерелгән реаль өлешләрдә кулланып булмый торган җиһазлар белән эшләнә.
Контакт почмагын үлчәү производство линиясендә дәваланганчы һәм аннан соң башкарылырга мөмкинкулланмаякиавтоматлаштырылган үлчәү кораллары. Lazerгары күләмле, югары төгәл җитештерүнең автоматлаштыру ихтыяҗлары аркасында лазерны чистарту искергән өслекне әзерләү ысулларын алыштырган кебек, контакт почмагын үлчәү шулай ук буяу суы һәм су тәнәфесләре кебек субъектив һәм төгәл булмаган сыйфат сынауларын искерә.
Көч җитештерү сынаулары эшкәртелгән материалларның үрнәген тикшерә, сындыру ставкасына өсти һәм көчлерәк бәйләнеш булдыру турында бернинди күрсәтмә дә бирми. Контакт почмаклары, производство линиясе буенча эшләгәндә, процессның кайда үзгәртелүен таләп итә ала, һәм нәрсә чистартырга кирәклеген һәм нинди дәрәҗәдә булуын күрсәтә ала.

3- Ни өчен лазер чистартуны кулланырга?
Лазер өслеген эшкәртү ябышуны яхшырту ысуллары турында бик күп тикшеренүләр булды. Мәсәлән,ябышу журналында басылган кәгазьтрадицион ысуллардан аермалы буларак, лазер чистарту ярдәмендә күпме уртак көченең көчәйтелүен тикшердек.
"Эксперименталь нәтиҗәләр шуны күрсәтә: эшкәртелмәгән һәм анодланган субстратлар белән чагыштырганда үзгәртелгән-эпокси бәйләнгән алюминий үрнәкләренең кыру көчен сизелерлек яхшыртты. Иң яхшы нәтиҗәләр лазер энергиясе белән якынча 0,2 J / Пульс / см2 белән эшкәртелде, монда бер аягы кыру көче 600-700% яхшыртылды, хром кислотасы белән чагыштырганда 40% ка.

Уңышсызлык режимы ябыштыргычтан кушылуга үзгәрде, чөнки дәвалау вакытында лазер импульслары саны артты. Соңгы күренеш электрон микроскопия ачыклаган морфология үзгәрүләре, һәм Аугер һәм инфракызыл спектроскопия күрсәткәнчә химик модификация белән бәйләнештә. "
Лазерлы абляциянең тагын бер кызыклы эффекты - ул вакыт узу белән кимеми торган өслек булдыру көче.
Фортун ЛазерЛазер чистартуның өслекләр белән ничек тәэсир итүен тикшерү өчен зур эш башкарды. Алюминийны лазер белән эшкәртү өслектә кечкенә кратерлар тудыра, эретә һәм бер үк вакытта диярлек микро кристалл катламга әверелә, ул алюминийның үзенә караганда коррозиягә чыдамрак.
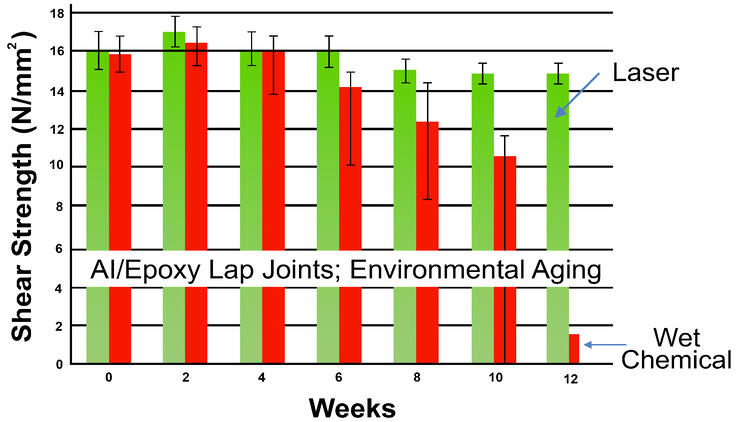
Түбәндәге диаграммага күз салсак, бу лазер белән эшкәртелгән алюминий белән химик эшкәртелгән алюминий ярдәмендә бәйләнешнең кыру көче арасындагы аерманы күрсәтә. Вакыт узу белән, өслекләр дымлы мохиттә булганлыктан, химик эшкәртелгән өслекнең яхшы бәйләнеш сәләте сизелерлек кими, чөнки дым өслекне боза башлый, лазер белән эшкәртелгән өслек берничә атнадан соң коррозиягә каршы тора.
Пост вакыты: 12-2022 август



