
Ekonomik Metal Fiber Lazer Kesim Makinesi
Ekonomik Metal Fiber Lazer Kesim Makinesi
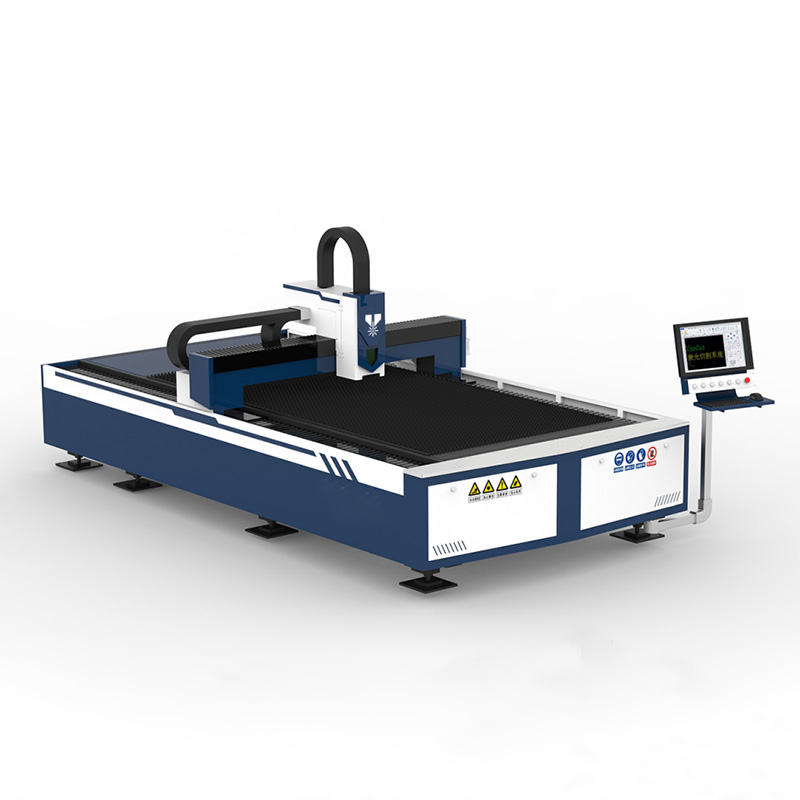
Metal Lazer Kesim Makinesi Karakterleri
●Servo çift tahrik portal yapısı:Köprü gantry yapısı lazer makinesi, raf ray tahriki, merkezi yağlama cihazı kullanımı ve bakımı kolaydır;
●Ppratik ve Kararlı: Güçlendirilmiş kaynak makinesi yatağı, gerilimi ortadan kaldırmak için yüksek sıcaklıkta tavlama işlemiyle titreşime maruz bırakılır. Takım tezgahı deformasyonu ± 0,02 mm'de kontrol edilebilir;
●İşlem basittir: Bu profesyonel CNC kesim sistemini 23.000'den fazla kullanıcı kullanıyor. Bu işletim sistemi, kesim kalitesini garanti altına almak için lazer gücü ayarlama işlevine sahiptir;
●Endüstriyel estetik tasarım: Avrupa ve Amerika'ya ihracat standartları, estetik tasarım görünümü ile global pazarda beğeni topluyor;
●Yüksek kaliteli kesim:Yüksek hassasiyetli çarpışma önleyici profesyonel lazer kesim kafası, iş parçalarınız ve projeleriniz için en iyi kesim etkisini sağlar;
●Verimli malzeme:Metal sac kesiminde standart özelliklerde kullanılır, zamandan ve maliyetten tasarruf sağlar;
●Fiber lazer: Maxphotonics fiber lazer kaynağı kullanın (Diğer markaların lazerleri opsiyoneldir), istikrarlı ve güvenilir güç, performans garantili;
| Makine yapılandırması | |
| Model | Fiber Lazer Kesim Makinesi FL-S Serisi |
| Çalışma Alanı | 3000mm*1500mm |
| Lazer kaynağı | 1000w Maksimum |
| CNC Kesim Sistemi | Cypcut 1000 işletim sistemi |
| Lazer kafası | OSPRI Manuel odaklama |
| Makine yatağı | Fortune Lazer |
| X/Y ekseni dişli kremayeri | Fortune Lazer |
| Hassas doğrusal kılavuz | ROUST |
| Motor Sürücüsü | Japonya Yaskawa Servo motoru (X750W/Y750W/Z400W) |
| Elektronik bileşenler | Fransa Schneider |
| Redüktör sistemi | FİLANDE |
| Pnömatik komponentler | Japonya SMC |
| Makine yatağı aksesuarları | Fortune Lazer |
| Su soğutucu | Hanlı |
| Atık geri dönüşüm ekipmanları | Fortune Lazer |
Not: Bu makine konfigürasyonu yalnızca referans amaçlıdır. İhtiyaçlarınıza ve bütçenize bağlı olarak, makinelerin her bir parçası için farklı marka seçenekleri de mevcuttur. Daha fazla bilgi için lütfen bizimle iletişime geçmekten çekinmeyin.







Makine Parametreleri
| Model | FL-S2015 | FL-S3015 | FL-S4020 | FL-S6020 |
| Çalışma Alanı (U*G) | 2000*1500mm | 3000*1500mm | 4000*2000mm | 6000*2000mm |
| X/Y Eksen Konum Doğruluğu | ±0,03 mm/1000 mm | ±0,03 mm/1000 mm | ±0,03 mm/1000 mm | ±0,03 mm/1000 mm |
| X/Y Eksen Tekrar Pozisyon Doğruluğu | ±0,02 mm | ±0,02 mm | ±0,02 mm | ±0,02 mm |
| Maksimum Hareket Hızı | 80000mm/dak | 80000mm/dak | 80000mm/dak | 80000mm/dak |
| Maksimum Hızlanma | 1,2 g | 1,2 g | 1,2 g | 1,2 g |
| Maksimum Yükleme Ağırlığı | 600kg | 800kg | 1200 kg | 1500kg |
| Güç Kaynağı | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz |
| Lazer Kaynak Gücü (Opsiyonel) | 1kW/1,5kW/2kW/2,5kW/3kW/4kW/6kW/8kW/10kW/12kW/15kW/20kW | |||
Uygulamalar
Paslanmaz çelik, karbon çeliği, alaşımlı çelik, silikon çelik, galvanizli çelik sac, nikel-titanyum alaşımı, inconel, titanyum alaşımı vb. gibi metal sacların işlenmesi için uygundur.
Örnekler Ekranı








Maksimum Lazer Kaynak Kesim İşlemi Parametreleri
| Not 1: Kesim verilerindeki 1000W~1500W lazer çıkışlı fiberin çekirdek çapı 50 mikrondur; 2000~4000W çıkışlı fiberin çekirdek çapı 100 mikrondur; | |||||||||
| Not 2: Bu kesme verisi Raytools kesme kafasını, kolimasyon/odaklama lensinin odak uzaklığını kullanır: 100mm/125mm; | |||||||||
| Not 3: Farklı müşteriler tarafından benimsenen ekipman yapılandırması ve kesme işlemindeki (takım tezgahı, su soğutması, ortam, kesme memesi ve gaz basıncı) farklılıklar nedeniyle, bu veriler yalnızca referans amaçlıdır; | |||||||||
| Mmalzeme | Kalınlık (mm) | GTürler olarak | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W | 6000W |
| hız(m/dak) | hız(m/dak) | hız(e/ein) | hız(m/dak) | hız(m/dak) | hız(m/dak) | hız(m/dak) | |||
| Paslanmaz çelik | 1 | N2 | 20~24 | 28~32 | 38 | 30 | 50 | 42~43 | 70~75 |
| 2 | N2 | 5.4 | 7.5 | 12 | 10 | 13 | 19~20 | 25~30 | |
| 3 | N2 | 2.2 | 4 | 7 | 6 | 8 | 11~12 | 12~15 | |
| 4 | N2 | 1.2 | 2 | 4 | 4 | 5 | 6,5~7,5 | 7,5~9 | |
| 5 | N2 |
| 1.1 | 2 | 2.5 | 2.5 | 4~5 | 6~7.5 | |
| 6 | N2 |
| 0,8 | 1.5 | 1.5 | 1.5 | 2~3 | 5~6.5 | |
| 8 | N2 |
|
| 0,8 | 0.7 | 1 | 1,5~2 | 3,5~4,5 | |
| 10 | N2 |
|
| 0,5 | 0,5 | 0,8 | 1 | 2.1 | |
| 12 | N2 |
|
|
|
| 0,5 | 0,8 | 1.1 | |
| 14 | N2 |
|
|
|
|
|
| 0,9 | |
| Mmalzeme | Kalınlık (mm) | GTürler olarak | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W | 6000W |
| hız(m/dak) | hız(m/dak) | hız(e/ein) | hız(m/dak) | hız(m/dak) | hız(m/dak) | hız(m/dak) |
| Karbon Çelik | 1 | hava | 9~12 | 27~30 | 27~30 | 30 | 50 | 43 | 70~75 |
| 2 | hava | 6~8 | 8~10 | 10~12 | 12 | 13 | 20 | 25~30 | |
| 3 | O2 | 3 | 3 | 3 | 4 | 4.5 | 4.5 | 4.5 | |
| 4 | O2 | 2 | 2.5 | 3.1 | 3.3 | 3.5 | 3.8 | 3.8 | |
| 5 | O2 | 1.6 | 2 | 2,5~3 | 2.5 | 3 | 3.5 | 3.7 | |
| 6 | O2 | 1.4 | 1.8 | 2.2 | 2.3 | 2.5 | 2.8 | 3.3 | |
| 8 | O2 | 1.1 | 1.3 | 1.5 | 1.5 | 2 | 2.3 | 2.8 | |
| 10 | O2 | 0,9 | 1.1 | 1 | 1.2 | 1.4 | 1.8 | 2.1 | |
| 12 | O2 | 0.7 | 0,9 | 0,8 | 1 | 1.1 | 1.5 | 1.6 | |
| 14 | O2 | 0,6 | 0.7 | 0,8 | 0,9 | 1 | 0,95 | ||
| 16 | O2 | 0,5 | 0,6 | 0.7 | 0,8 | 0,9 | 0,85 | ||
| 18 | O2 | 0,5 | 0,6 | 0.7 | 0,8 | 0,75 | |||
| 20 | O2 | 0,4 | 0,5 | 0,6 | 0.7 | 0,65 | |||
| 22 | O2 | 0,4 | 0,5 | 0,5 | 0,5 | ||||
| Alüminyum | 1 | hava | 12~13 | 15 | 17~18 | 29 | 45 | 35~37 | 70~75 |
| 2 | hava | 4~4.5 | 6 | 7.5 | 8.5 | 11 | 15 | 25~30 | |
| 3 | hava | 1~1,5 | 3 | 5 | 5 | 7 | 8~9 | 15 | |
| 4 | hava | 0,8~1 | 2 | 3 | 4 | 6 | 10 | ||
| 5 | hava | 1 | 1.5 | 3 | 8 | ||||
| 6 | hava | 0,6 | 1 | 2 | 5.5 | ||||
| 8 | hava | 0,5 | 1 | 2.5 | |||||
| 10 | hava | 0,5 | 1.3 | ||||||
| 12 | hava | 0,9 | |||||||
| Pirinç | 1 | hava | 10 | 12 | 15 | 24 | 40 | 30~33 | 65~70 |
| 2 | hava | 3 | 5 | 6 | 7.5 | 10 | 13 | 20~25 | |
| 3 | hava | 0,5 | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | hava | 0,5 | 1.5 | 2 | 3 | 5 | 4 | ||
| 5 | hava | 0,5 | 1 | 1.5 | 2 | 3 | |||
| 6 | hava | 0,5 | 0,8 | 1.5 | 2 | ||||
| 8 | hava |
| 0,8 | 1.2 | |||||
| 10 | hava |
|
| 0,5 |
Çalışma Ortamı Gereksinimleri
1. Nem ihtiyacı %40-80 arasıdır, yoğuşma olmaz.
2. Elektrik şebekesi gereksinimleri: 380V; 50Hz/60A.
3. Güç kaynağı şebeke dalgalanmaları: %5, şebeke topraklama kablosu uluslararası gereklilikleri karşılamaktadır.
4. Yardımcı gazla kesme: Temiz, kuru basınçlı hava ve yüksek saflıkta oksijen (O2) ve azot (N2), saflık en az %99,9 olmalıdır.
5. Kurulum ekipmanlarının yakınında güçlü elektromanyetik girişim bulunmamalıdır.
6. Kurulum alanının çevresinde radyo vericileri veya röle istasyonlarından uzak durun.
7. Güç topraklama direnci: ≤ 4 ohm. Topraklama genliği: 50 um'den az; titreşim ivmesi: 0,05 g'den az.
8. Yakın çevrede çok sayıda damgalama gibi makine aletlerinin bulunmasından kaçının.
9. Hava basıncı: 86-106kpa.
10. Ekipman alanı gereksinimlerinin dumansız ve tozsuz olması garanti altına alınır, metal parlatma ve taşlama gibi tozlu çalışma ortamlarından kaçınılır.
11. Antistatik zemin döşenmeli ve ekranlı kablo bağlanmalıdır.
12. Çalışma soğutma sirkülasyon suyunun kalitesi kesinlikle aranmalı ve saf su, deiyonize su veya damıtılmış su kullanılmalıdır.




