




Att förstå vilka vanliga tekniska problem som finns vid laserskärning är det första steget från frustration till felfritt utförande.laserskärareär precisionens underverk, varje operatör har upplevt det där besvikelsens ögonblick: en perfekt design förstörd av ojämna kanter, ofullständiga snitt eller brännmärken. Det är en vanlig upplevelse, men den goda nyheten är att de flesta problem går att åtgärda.
Nyckeln är att tänka som en tekniker och skära som en professionell. Varje skärfel är ett symptom som pekar på en grundorsak, oavsett om det ligger i maskinens inställningar, dess känsliga optik eller dess mekaniska delar. Den här guiden ger ett systematiskt ramverk för att snabbt diagnostisera och lösa dessa problem, med början i de vanligaste orsakerna.
Första svaret: Åtgärda vanliga fel i skärkvaliteten
Ser du dåliga resultat på ditt arbetsstycke? Om du undrar hur du kan förbättra laserskärningskvaliteten bör ditt första stopp alltid vara maskinens kärninställningar. Dessa faktorer kan påverka kvaliteten på en laserskärning mer än något annat.
Symtom: Ofullständiga skärsår, slagg, grader eller ojämna kanter
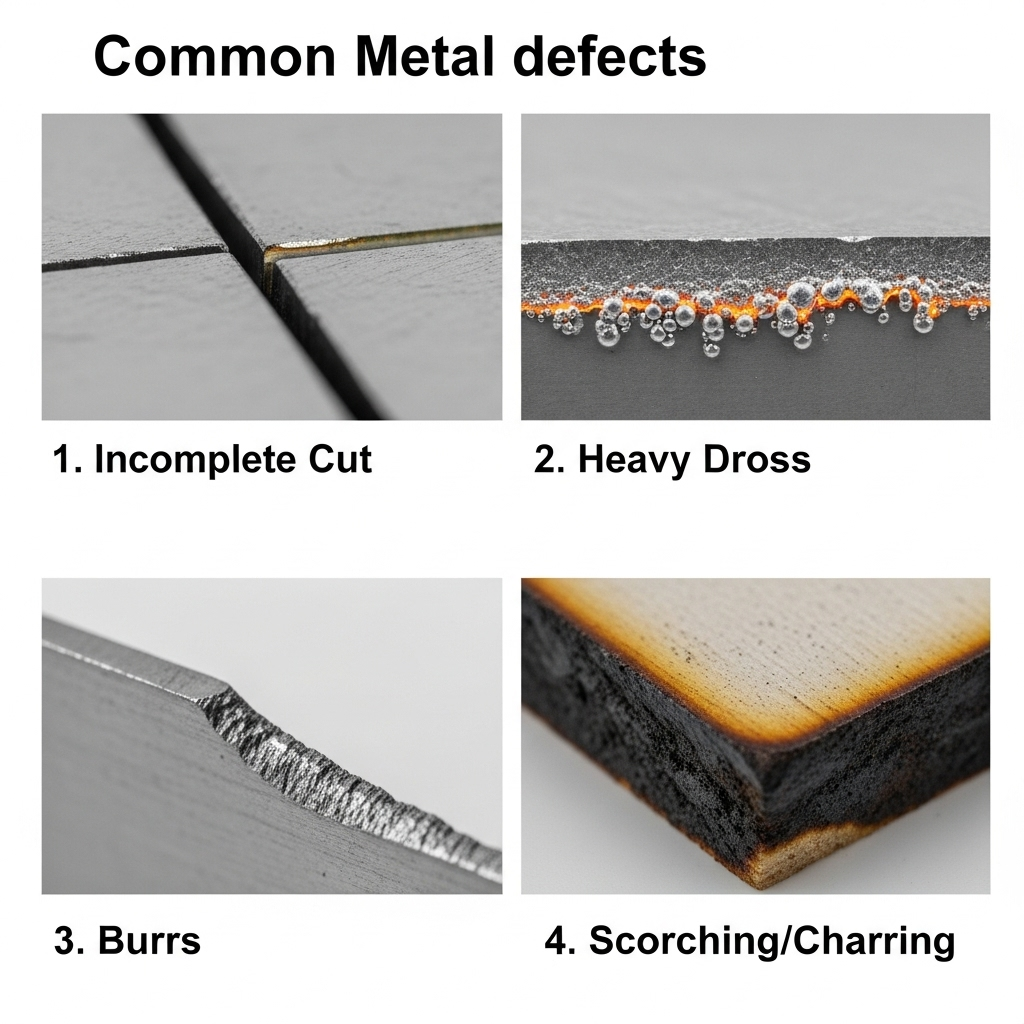 Dessa är de vanligaste klagomålen, och de kan nästan alltid härledas till en obalans i de primära processparametrarna. Innan du tar isär maskinen, kontrollera dessafyrasaker:
Dessa är de vanligaste klagomålen, och de kan nästan alltid härledas till en obalans i de primära processparametrarna. Innan du tar isär maskinen, kontrollera dessafyrasaker:
1.Laserkraft och skärhastighet:Dessa två arbetar tillsammans. Om din hastighet är för hög för effektnivån kommer lasern inte att skära igenom. Om den är för långsam byggs överskottsvärme upp, vilket orsakar smältning, grader och en ojämn egg. Hitta den "sweet spot" för ditt specifika material och din tjocklek.
2.Fokusposition:Detta är avgörande. En ofokuserad stråle sprider sin energi, vilket leder till ett bredare och svagare snitt. Se till att strålen är perfekt fokuserad på eller strax under materialets yta för renaste resultat.
3.Tryck på hjälpgas:Hjälpgasen (som syre eller kväve) gör mer än att bara avlägsna smält material från skärbanan. Om trycket är för lågt kommer slagg att fastna på underkanten. Om det är för högt kan det orsaka turbulens och ett grovt, vågigt snitt.
4. Munstycks skick och storlek:Munstycket riktar hjälpgasen in i snittet. Ett skadat, smutsigt eller igensatt munstycke skapar en kaotisk gasstråle som förstör snittkvaliteten. På samma sätt kan användning av ett munstycke med en öppning som är för stor för jobbet minska trycket och orsaka problem. Kontrollera munstycket visuellt dagligen. Se till att det är rent, centrerat och fritt från hack eller stänk.
Om du justerar dessa "Stora4” löser inte problemet, problemet kan vara mekaniskt, som vibrationer från en sliten rem eller ett slitet lager.
Den andraFelsökning: Systemomfattande fel
Ibland är problemet inte snittkvaliteten – det är att maskinen inte fungerar alls. Innan du får panik, gå igenom den här enkla checklistan för säkerhet och system.
Symtom: Maskinen slås inte på eller lasern avfyras inte
I dessa fall är lösningen ofta förvånansvärt enkel och relaterad till maskinens inbyggda säkerhetsfunktioner.
Kontrollera nödstoppet:Är knappen intryckt? Detta är den vanligaste orsaken till en "död" maskin.
Kontrollera säkerhetsspärrarna:Är alla åtkomstpaneler och huvudlocket helt stängda? De flesta maskiner har sensorer som förhindrar att lasern avfyras om någon dörr är på glänt.
Kontrollera kylsystemet:Är vattenkylaren påslagen och flödar vatten? Ett laserrör genererar enorm värme och avfyras inte utan aktiv kylning för att skydda sig mot skador.
Kontrollera säkringar och brytare:Leta efter en utlöst strömbrytare eller en trasig säkring i verkstadens panel eller på själva maskinen.
Djupdykningen: En checklista för rotorsaksanalys
Om de snabba lösningarna inte fungerar är det dags att gräva djupare. En systematisk kontroll av varje maskindelsystem hjälper dig att identifiera grundorsaken.
Ligger problemet i den optiska vägen?
En laserstråle är bara så bra som den väg den färdas.
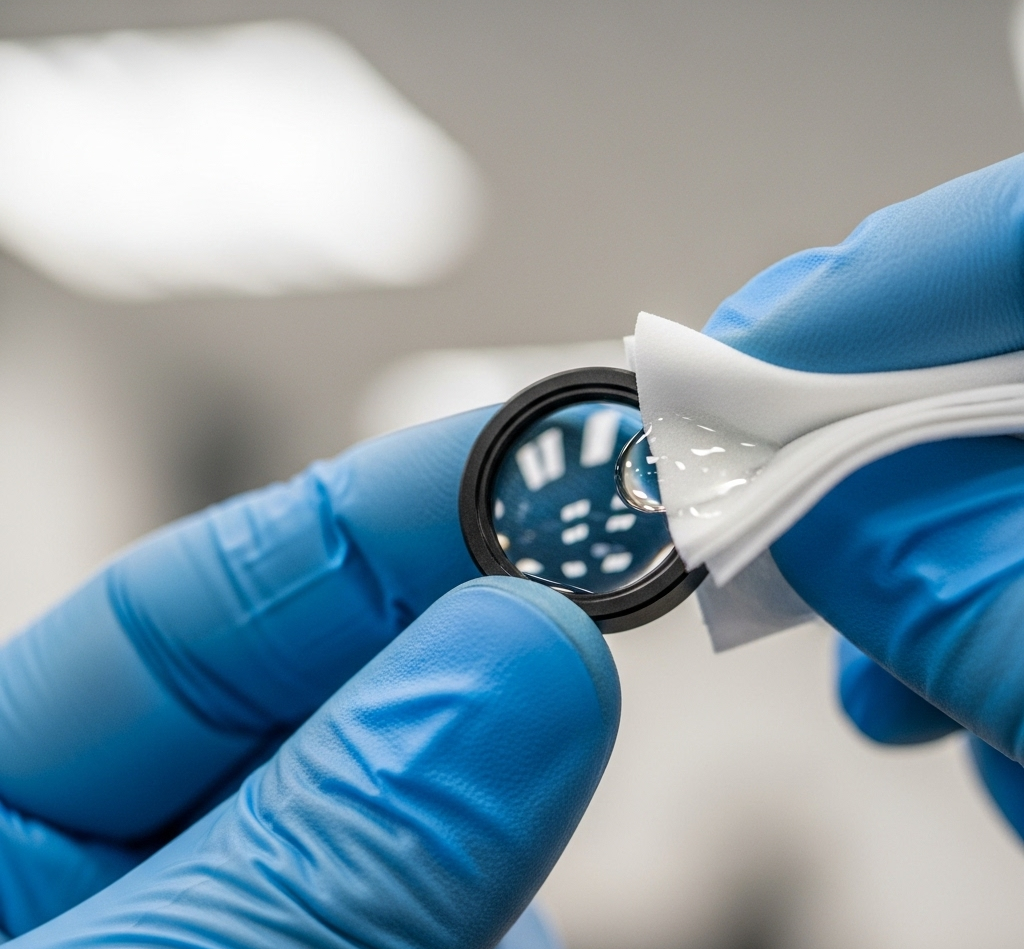
Vanliga optiska brister:En smutsig eller repig fokuslins eller spegel är en stor bov i ljusförlust. Damm, rök och harts kan fastna på ytan, blockera och sprida strålen. En feljusterad stråle träffar inte linsens mitt, vilket resulterar i ett svagt, vinklat snitt.
Lösning:Inspektera och rengör regelbundet all optik med lämpliga linsdukar. Utför en kontroll av strålens inriktning för att säkerställa att strålen rör sig rät från röret till materialet.
Ligger problemet i det mekaniska systemet?
Ditt laserhuvud rör sig med ett precist rörelsesystem. Eventuella slak eller fel här påverkar direkt skärningen.
Vanliga rörelsefel:Lösa remmar, slitna lager eller skräp på styrskenorna kan orsaka vibrationer, vilket leder till vågiga linjer eller felaktiga mått.
Lösning:Kontrollera regelbundet alla rörelsekomponenter. Håll styrskenorna rena och smorda enligt tillverkarens specifikationer. Kontrollera remspänningen; de ska vara spända men inte för hårt.
Är problemet materialspecifikt?
Olika material beter sig olika under lasern.
Utmaning: Rostfritt stål (oxidation):Vid skärning av rostfritt stål med syrgas kan man få en svart, oxiderad kant.
Lösning:Använd en högren kvävgas för att skapa en ren, oxidfri kant.
Utmaning: Reflekterande metaller (aluminium, koppar):Glänsande material kan reflektera laserstrålen tillbaka in i maskinen och potentiellt skada optiken.
Lösning:Använd högre effekt och ett pulserande läge för att säkerställa att energin absorberas. Vissa operatörer använder antireflexbeläggningar eller ytbehandlingar.
Mer än bara reparationer: När du ska uppgradera din laserskärare
Ibland gör ihållande reparationskostnader, föråldrad teknik eller nya produktionskrav det tydligt: det är dags att sluta reparera och börja uppgradera. Om du vill öka kapaciteten, förbättra precisionen eller skära nya material kan en investering i en ny laserskärare vara ditt nästa logiska steg.
Förstå priset på laserskärmaskinen
När du söker efter priset på en laserskärare hittar du ett enormt utbud. Den slutliga kostnaden bestäms av några viktiga variabler som direkt påverkar prestanda och kapacitet.
| Faktor | Prispåverkan | Beskrivning |
| Effekt (watt) | Hög | En maskin på 1500 W kan hantera tunt till medelgrovt stål, medan en maskin på 4000 W eller 6000 W krävs för produktionsbearbetning av tjock stålplåt i höga hastigheter. Priset ökar dramatiskt med effekten. |
| Typ och storlek | Hög | Den primära skillnaden är mellan CO₂-lasrar (utmärkta för icke-metaller som akryl och trä) och fiberlasrar (dominerande för metallskärning). Dessutom är storleken på skärbädden en viktig prisfaktor. |
| Laserkälla | Medium | Märket på laserresonatorn (den del som skapar laserstrålen) är avgörande. Premiummärken som IPG och Raycus erbjuder högre effektivitet, bättre strålkvalitet och längre livslängd, men har en högre initialkostnad. |
Den bästa lösningen: Ett proaktivt förebyggande underhållsschema
Det bästa sättet att lösa problem är att förhindra att de någonsin uppstår. En enkel underhållsrutin är det mest effektiva sättet att säkerställa maskinens tillförlitlighet och högkvalitativa resultat.
Dagligt underhåll (under 5 minuter)
Kontrollera och rengör munstyckets spets.
Kontrollera och rengör fokuslinsen visuellt.
Veckovis underhåll
Rengör alla speglar i den optiska vägen.
Kontrollera vattenkylarens nivå och leta efter eventuella föroreningar.
Torka av skärbäddens lameller för att ta bort rester.
Månatligt underhåll
Smörj alla styrskenor och mekaniska lager enligt manualen.
Kontrollera alla remmar för korrekt spänning och tecken på slitage.
Rengör maskinens interna frånluftsfläkt och kanaler.
Slutsats: Tillförlitlighet genom systematisk vård
De flesta laserskärningsproblem är inte mysterier. De är lösbara problem som kan spåras tillbaka till en specifik orsak. Genom att använda en systematisk felsökningsmetod – kontrollera inställningar, sedan optik och sedan mekanik – kan du lösa de allra flesta av dina dagliga skärproblem.
I slutändan är proaktiv förebyggande alltid bättre och billigare än reaktiv reparation. Ett konsekvent förebyggande underhållsschema är den verkliga hemligheten bakom maskintillförlitlighet och perfekta snitt, varje gång.
För komplexa reparationer, ihållande problem eller vägledning om att investera i ny utrustning, tveka inte att kontakta en betrodd tjänsteleverantör för professionell support.
Vanliga frågor (FAQ)
Q:Vad orsakar inkonsekvent lasereffekt?
A:Inkonsekvent strömförsörjning tyder ofta på ett trasigt laserrör, en smutsig eller skadad fokuslins eller ett problem med högspänningsströmförsörjningen. Kontrollera också att din vattenkylare håller en stabil temperatur.
Q:Hur ofta ska jag rengöra min lasers lins och speglar?
A:Vid intensiv användning rekommenderas en snabb daglig kontroll och rengöring av fokuslinsen. En fullständig rengöring av alla speglar bör göras varje vecka. Om du skär i material som producerar mycket rök eller rester, som trä eller akryl, kan du behöva rengöra dem oftare.
Q:Vilka material ska jag aldrig skära med laser?
A:Skär aldrig i material som innehåller klor, som PVC eller vinyl. Vid uppvärmning frigör de giftig klorgas som är extremt frätande och kan permanent skada maskinens optik och mekanik, för att inte tala om att den är farlig för din hälsa. Undvik material med okänd sammansättning.

Publiceringstid: 4 augusti 2025



