




Ласерско заваривањеје један од важних аспеката примене технологије ласерске обраде материјала. Углавном се користи за заваривање танкозидних материјала и заваривање малом брзином. Процес заваривања припада типу топлотне проводљивости, односно ласерско зрачење загрева површину радног предмета, а површинска топлота се дифузује унутра кроз топлотну проводљивост. Контролисањем параметара као што су ширина, енергија, вршна снага и фреквенција понављања ласерског импулса, радни предмет се топи и формира специфичан растопљени базен. Широко се користи у производњи машина, ваздухопловству, аутомобилској индустрији, металургији праха, биомедицинској микроелектроници и другим областима.

Са експлозивним растом возила на нове енергетске погоне, ширење производње батерија подстакло је раст ласерског заваривања. Од друге половине 2018. године, ручно ласерско заваривање постепено је добијало на популарности и постало је светла тачка на тржишту ласерског заваривања у првој половини ове године. Са тренутним техничким нивоом и сценаријима применеручно ласерско заваривање, веома је вероватно да ће заменити традиционално тржиште ТИГ апарата за заваривање (аргонско електролучно заваривање).
Последњих година,влакнасти ласерипостигли су велики напредак, а њихове предности углавном укључују: високу стопу фотоелектричне конверзије, брзо одвођење топлоте, добру флексибилност, јаку способност отпорности на сметње, ниску цену, дуг век трајања, без подешавања, без одржавања, високу стабилност, мале величине, ручна опрема за ласерско заваривање помоћу влакнастих ласера такође се постепено развијала.
Ласерско заваривањеЗахтева високу прецизност склапања радног предмета, а заварени шав је склон дефектима. Да би решио овај проблем, конструктор се осврће на опрему за ласерско заваривање специјалне равни како би развио ручну опрему за ласерско заваривање са окретном тачком. Ласер у облику „8“ или „0“ може смањити тачност склапања радног предмета и повећати пенетрацију заваривања. Након низа оптимизација и побољшања, тренутна уобичајена ручна опрема за ласерско заваривање има снагу од 0,5-1,5 kW, а величина и тежина опреме су еквивалентне машинама за аргонско лучно заваривање, које могу заваривати металне плоче дебљине 3 mm или мање. Да би се решили недостаци недовољне чврстоће завара ласерских заваривих конструкција, последњих година произвођачи опреме су интегрисали аутоматске уређаје за довод жице на основу ласерског заваривања и развили ручну опрему за ласерско заваривање пуњењем жице која може аутоматски доводити жице, што у основи задовољава потребе танких металних плоча испод 4 mm. Заваривање може у основи заменити и надмашити аргонолучно заваривање, остварити велику брзину, низак унос топлоте, малу деформацију, јефтино заваривање уз заштиту животне средине, а трошкови производње су нижи од трошкова аргонолучног заваривања под истим условима.

Приликом рада, ручна глава апарата за заваривање има ширину скенирања, а пречник тачке је мали, тако да приликом заваривања скенира од једне тачке до друге тачке линију по линију, формирајући тако заварени спој. У поређењу са традиционалним апаратом за хладно заваривање, брзина заваривања ручног ласерског заваривања биће већа, а једнократни процес заваривања одређује да је погоднији за масовно заваривање дугих равних шавова.
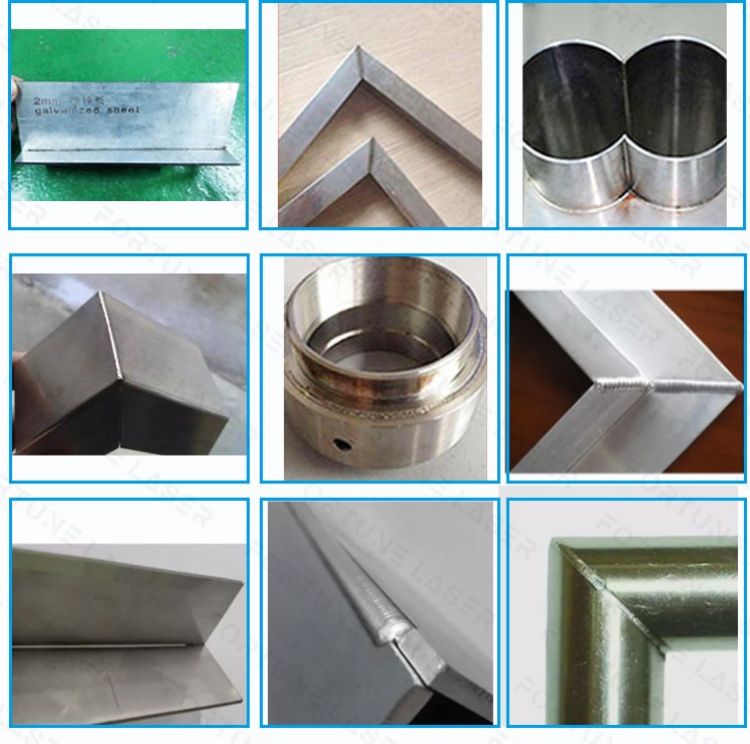
Ручна машина за ласерско заваривање заузима мало простора и обично је опремљена разним ручним главама. У складу са различитим потребама металних делова, као што су спољашње заваривање, унутрашње заваривање, заваривање под правим углом, заваривање уских ивица и велико тачкасто заваривање, могу се одабрати различите ручне главе за заваривање. Производи који се могу заваривати су разноврсни, а облик производа је флексибилнији. За производне радионице које се баве обрадом малог обима и заваривањем не великог обима, ручне машине за ласерско заваривање су дефинитивно најбољи избор.
Различити метални материјали имају различите тачке топљења: подешавање параметара заваривања за различите врсте материјала за заваривање је релативно компликовано, а термофизичка својства материјала за заваривање ће показивати различите разлике са променама температуре; брзина апсорпције различитих врста материјала за ласер ће такође варирати са променама температуре; топљење лемљеног споја и структурна еволуција подручја захваћеног топлотом током очвршћавања завара; дефекти споја ручне машине за ласерско заваривање, напон учешћа заваривања и термичка деформација итд. Али најважнији је утицај разлике у својствима материјала за заваривање на макро и микро својства завара.
Који материјали могуручна машина за ласерско заваривањезаваривање?
1. Нерђајући челик
Нерђајући челик има висок коефицијент термичког ширења и склон је прегревању током заваривања. Када је зона утицаја топлоте мало велика, то ће изазвати озбиљне проблеме са деформацијом. Међутим, топлота коју генерише ручни ласерски апарат за заваривање током целог процеса заваривања је ниска. Уз релативно ниску топлотну проводљивост, високу стопу апсорпције енергије и ефикасност топљења нерђајућег челика, након заваривања се могу добити добро обликовани, глатки и лепи завари.
2. Угљенични челик
Обични угљенични челик може се директно заваривати ручним ласерским заваривањем, ефекат је упоредив са заваривањем нерђајућег челика, а зона утицаја топлоте је мања, али код заваривања средње и високоугљеничног челика, преостала температура је релативно висока, тако да је и даље потребно заварити пре заваривања. Претходно загревање и очување топлоте након заваривања ради смањења напрезања и избегавања пукотина. Овде можемо говорити о машини за хладно заваривање. Средње и високоугљенични челик може се заваривати или поправљати малом брзином хладним заваривањем и жицом за заваривање од ливеног гвожђа. Што се тиче контроле температуре, контроле температуре и контроле температуре, машина за хладно заваривање може научити ручно ласерско заваривање ефикасније на преосталој топлоти након заваривања.
3. Челик за калуп
Погодан је за заваривање различитих врста челика, а ефекат заваривања је веома добар.
4. Алуминијум и легуре алуминијума
Алуминијум и легуре алуминијума су високо рефлектујући материјали, а порозност се може појавити у растопљеном слоју или у корену током заваривања. У поређењу са претходним металним материјалима, алуминијум и легуре алуминијума имају веће захтеве за параметре, али све док су одабрани параметри заваривања одговарајући, може се добити завар са истим механичким својствима као и основни метал.
5. Бакар и легуре бакра
Топлотна проводљивост бакра је веома јака и лако је изазвати непотпуно продирање и делимично топљење током заваривања. Обично се бакарни материјал загрева током процеса заваривања како би се олакшало заваривање. Овде говоримо о танким бакарним материјалима. Ручно ласерско заваривање може директно... Заваривање, због своје концентроване енергије и велике брзине заваривања, мање је погођено високом топлотном проводљивошћу бакра.
6. Заваривање између различитих материјала
Ручна машина за ласерско заваривање може се вршити између различитих метала, као што су бакар-никл, никл-титанијум, бакар-титанијум, титан-молибден, месинг-бакар, нискоугљенични челик-бакар и други различити метали. Ласерско заваривање може се изводити под било којим условима (гас или температура).
Ручни ласерски апарат за заваривање је тренутно широко коришћен производ у индустрији заваривања, углавном зато што иако ова опрема изгледа скупље, може значајно уштедети трошкове рада. Трошкови рада заваривача су релативно скупи. Коришћењем овог производа решава се проблем скупог и тешког регрутовања заваривача. Штавише, ручни ласерски апарат за заваривање је добио једногласне похвале хиљада купаца због свог дугог века трајања и ниске потрошње енергије.
Ако желите да сазнате више о ласерском чишћењу или желите да купите најбољу машину за ласерско чишћење за вас, оставите поруку на нашој веб страници и пошаљите нам директно е-пошту!
Време објаве: 03.12.2022.



