
Економична машина за ласерско сечење металних влакана
Економична машина за ласерско сечење металних влакана
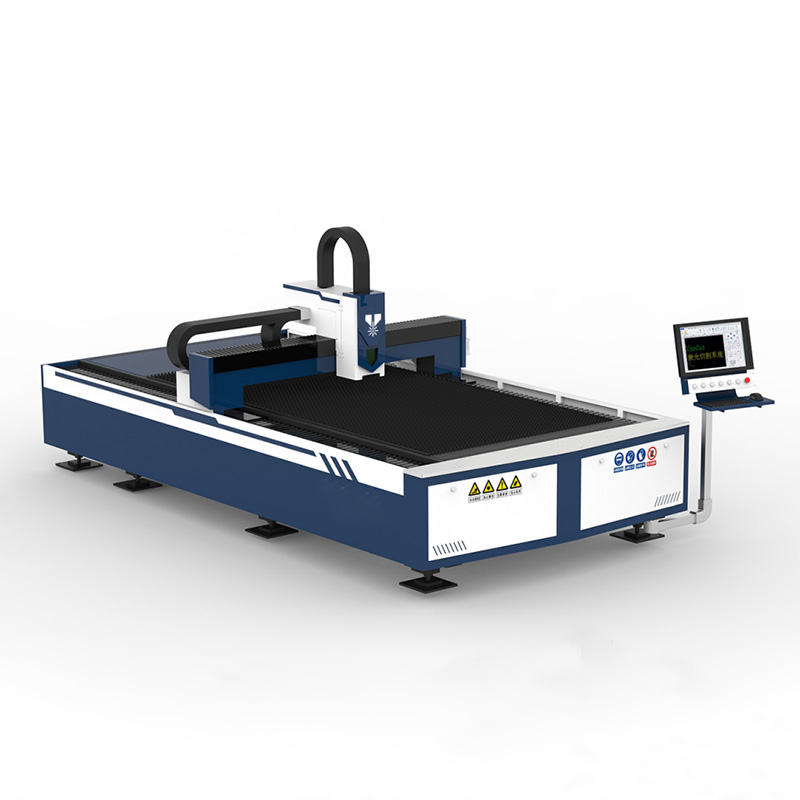
Ликови машине за ласерско сечење метала
●Серво дуал структура порталног погона:Ласерска машина за конструкцију мостовског портала, погон са сталним шинама, употреба централизованог уређаја за подмазивање и једноставно одржавање;
●Pпрактичан и стабилан: Ојачано лежиште машине за заваривање, обрада вибрацијама на високим температурама ради елиминације напрезања. Деформација алатне машине може се контролисати на ± 0,02 мм;
●Операција је једноставна: Више од 23.000 корисника користи овај професионални ЦНЦ систем за сечење. Овај оперативни систем има функцију подешавања снаге ласера како би се осигурао квалитет сечења;
●Дизајн индустријске естетике: Извозни стандарди у Европи и Америци, изглед естетског дизајна чини га добродошлим на глобалном тржишту;
●Висококвалитетно сечење:Високопрецизна професионална ласерска глава за сечење против судара обезбеђује најбољи ефекат сечења за ваше радне комаде и пројекте;
●Ефикасан материјал:Користи се у стандардним спецификацијама сечења металних лимова, штеди време и трошкове;
●Фибер ласер: Користите Maxphotonics влакнасти ласерски извор (ласери других марки су опциони), стабилно и поуздано напајање, перформансе загарантоване;
| Конфигурација машине | |
| Модел | Машина за сечење влакнима ласером FL-S серије |
| Радна површина | 3000 мм * 1500 мм |
| Ласерски извор | 1000W макс. |
| ЦНЦ систем за сечење | Оперативни систем Cypcut 1000 |
| Ласерска глава | OSPRI ручни фокус |
| Машински кревет | Ласер среће |
| Зупчаник X/Y осе | Ласер среће |
| Прецизна линеарна водилица | РОУСТ |
| Моторни погон | Јапански серво мотор Јаскава (X750W/Y750W/Z400W) |
| Електронске компоненте | Франс Шнајдер |
| Систем редуктора | ФИЛАНД |
| Пнеуматске компоненте | Јапан СМЦ |
| Додатна опрема за машински кревет | Ласер среће |
| Хладњак воде | Ханли |
| Опрема за рециклажу отпада | Ласер среће |
Напомена: Ова конфигурација машине је само за вашу референцу, многи други брендови за сваки део машина су опциони на основу ваших захтева и вашег буџета. Слободно нас контактирајте за више детаља.







Параметри машине
| Модел | FL-S2015 | FL-S3015 | FL-S4020 | FL-S6020 |
| Радна површина (Д*Ш) | 2000*1500 мм | 3000*1500 мм | 4000*2000 мм | 6000*2000 мм |
| Тачност положаја X/Y осе | ±0,03 мм/1000 мм | ±0,03 мм/1000 мм | ±0,03 мм/1000 мм | ±0,03 мм/1000 мм |
| Тачност позиције понављања X/Y осе | ±0,02 мм | ±0,02 мм | ±0,02 мм | ±0,02 мм |
| Максимална брзина кретања | 80000 мм/мин | 80000 мм/мин | 80000 мм/мин | 80000 мм/мин |
| Максимално убрзање | 1,2 г | 1,2 г | 1,2 г | 1,2 г |
| Максимална тежина утовара | 600 кг | 800 кг | 1200 кг | 1500 кг |
| Напајање | АЦ380В/50Хз | АЦ380В/50Хз | АЦ380В/50Хз | АЦ380В/50Хз |
| Снага ласерског извора (опционо) | 1 kW/1,5 kW/2 kW/2,5 kW/3 kW/4 kW/6 kW/8 kW/10 kW/12 kW/15 kW/20 kW | |||
Апликације
Погодно за обраду металних лимова као што су нерђајући челик, угљенични челик, легирани челик, силицијумски челик, поцинковани челични лим, легура никла и титана, инконел, легура титана итд.
Приказ узорака








Максимални параметри процеса сечења ласерским извором
| Напомена 1: Пречник језгра ласерског влакна снаге 1000W~1500W у подацима сечења је 50 микрона; пречник језгра излазног влакна од 2000~4000W је 100 микрона; | |||||||||
| Напомена 2: Ови подаци сечења усвајају главу за сечење Raytools, жижна даљина колимационог/фокусирајућег сочива: 100 мм/125 мм; | |||||||||
| Напомена 3: Због разлика у конфигурацији опреме и процесу сечења (машински алат, водено хлађење, окружење, млазница за сечење и притисак гаса) које користе различити купци, ови подаци су само за референцу; | |||||||||
| Mматеријал | Дебљина (мм) | Gкао типови | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W | 6000W |
| брзина(м/мин) | брзина(м/мин) | брзина(м/мin) | брзина(м/мин) | брзина(м/мин) | брзина(м/мин) | брзина(м/мин) | |||
| Нерђајући челик | 1 | N2 | 20~24 | 28~32 | 38 | 30 | 50 | 42~43 | 70~75 |
| 2 | N2 | 5.4 | 7,5 | 12 | 10 | 13 | 19~20 | 25~30 | |
| 3 | N2 | 2.2 | 4 | 7 | 6 | 8 | 11~12 | 12~15 | |
| 4 | N2 | 1.2 | 2 | 4 | 4 | 5 | 6,5~7,5 | 7,5~9 | |
| 5 | N2 |
| 1.1 | 2 | 2,5 | 2,5 | 4~5 | 6~7,5 | |
| 6 | N2 |
| 0,8 | 1,5 | 1,5 | 1,5 | 2~3 | 5~6,5 | |
| 8 | N2 |
|
| 0,8 | 0,7 | 1 | 1,5~2 | 3,5~4,5 | |
| 10 | N2 |
|
| 0,5 | 0,5 | 0,8 | 1 | 2.1 | |
| 12 | N2 |
|
|
|
| 0,5 | 0,8 | 1.1 | |
| 14 | N2 |
|
|
|
|
|
| 0,9 | |
| Mматеријал | Дебљина (мм) | Gкао типови | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W | 6000W |
| брзина(м/мин) | брзина(м/мин) | брзина(м/мin) | брзина(м/мин) | брзина(м/мин) | брзина(м/мин) | брзина(м/мин) |
| Угљенични челик | 1 | ваздух | 9~12 | 27~30 | 27~30 | 30 | 50 | 43 | 70~75 |
| 2 | ваздух | 6~8 | 8~10 | 10~12 | 12 | 13 | 20 | 25~30 | |
| 3 | O2 | 3 | 3 | 3 | 4 | 4,5 | 4,5 | 4,5 | |
| 4 | O2 | 2 | 2,5 | 3.1 | 3.3 | 3,5 | 3,8 | 3,8 | |
| 5 | O2 | 1.6 | 2 | 2,5~3 | 2,5 | 3 | 3,5 | 3,7 | |
| 6 | O2 | 1.4 | 1,8 | 2.2 | 2.3 | 2,5 | 2,8 | 3.3 | |
| 8 | O2 | 1.1 | 1.3 | 1,5 | 1,5 | 2 | 2.3 | 2,8 | |
| 10 | O2 | 0,9 | 1.1 | 1 | 1.2 | 1.4 | 1,8 | 2.1 | |
| 12 | O2 | 0,7 | 0,9 | 0,8 | 1 | 1.1 | 1,5 | 1.6 | |
| 14 | O2 | 0,6 | 0,7 | 0,8 | 0,9 | 1 | 0,95 | ||
| 16 | O2 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 0,85 | ||
| 18 | O2 | 0,5 | 0,6 | 0,7 | 0,8 | 0,75 | |||
| 20 | O2 | 0,4 | 0,5 | 0,6 | 0,7 | 0,65 | |||
| 22 | O2 | 0,4 | 0,5 | 0,5 | 0,5 | ||||
| Алуминијум | 1 | ваздух | 12~13 | 15 | 17~18 | 29 | 45 | 35~37 | 70~75 |
| 2 | ваздух | 4~4,5 | 6 | 7,5 | 8,5 | 11 | 15 | 25~30 | |
| 3 | ваздух | 1~1,5 | 3 | 5 | 5 | 7 | 8~9 | 15 | |
| 4 | ваздух | 0,8~1 | 2 | 3 | 4 | 6 | 10 | ||
| 5 | ваздух | 1 | 1,5 | 3 | 8 | ||||
| 6 | ваздух | 0,6 | 1 | 2 | 5,5 | ||||
| 8 | ваздух | 0,5 | 1 | 2,5 | |||||
| 10 | ваздух | 0,5 | 1.3 | ||||||
| 12 | ваздух | 0,9 | |||||||
| Месинг | 1 | ваздух | 10 | 12 | 15 | 24 | 40 | 30~33 | 65~70 |
| 2 | ваздух | 3 | 5 | 6 | 7,5 | 10 | 13 | 20~25 | |
| 3 | ваздух | 0,5 | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | ваздух | 0,5 | 1,5 | 2 | 3 | 5 | 4 | ||
| 5 | ваздух | 0,5 | 1 | 1,5 | 2 | 3 | |||
| 6 | ваздух | 0,5 | 0,8 | 1,5 | 2 | ||||
| 8 | ваздух |
| 0,8 | 1.2 | |||||
| 10 | ваздух |
|
| 0,5 |
Захтеви за радно окружење
1. Захтеви за влажност ваздуха су 40%-80%, без кондензације.
2. Захтеви за електричну мрежу: 380V; 50Hz/60A.
3. Флуктуације мреже напајања: 5%, уземљење мреже испуњава међународне захтеве.
4. Сечење помоћним гасом: Чист, сув компримовани ваздух и кисеоник (O2) и азот (N2) високе чистоће, чистоће не мање од 99,9%.
5. У близини опреме за инсталацију не би требало да буде јаких електромагнетних сметњи.
6. Избегавајте радио предајнике или релејне станице око места инсталације.
7. Отпор уземљења: ≤ 4 ома. Амплитуда уземљења: мања од 50μm; убрзање вибрација: мање од 0,05g.
8. Избегавајте велики број машинских алата као што је штанцање у близини.
9. Ваздушни притисак: 86-106kpa.
10. Захтеви за простор за опрему су гарантовано без дима и прашине, избегавајући прашњава радна окружења као што су полирање и брушење метала.
11. Мора се поставити антистатички под и прикључити заштићени кабл.
12. Строго је потребан квалитет воде за циркулацију хлађења и мора се користити чиста вода, дејонизована вода или дестилована вода.




