




Zrozumienie typowych problemów technicznych związanych z cięciem laserowym to pierwszy krok od frustracji do perfekcyjnego wykonania.przecinarki laseroweChoć są cudami precyzji, każdy operator doświadczył rozczarowania: idealny projekt został zniszczony przez ostre krawędzie, niedokończone cięcia lub ślady przypalenia. To częste doświadczenie, ale dobra wiadomość jest taka, że większość problemów da się naprawić.
Kluczem jest myślenie jak technik i cięcie jak profesjonalista. Każdy błąd cięcia to symptom wskazujący na przyczynę, niezależnie od tego, czy leży ona w ustawieniach maszyny, jej delikatnej optyce, czy częściach mechanicznych. Ten poradnik zapewnia systematyczne ramy do szybkiego diagnozowania i rozwiązywania tych problemów, zaczynając od najczęstszych przyczyn.
Pierwsza odpowiedź: naprawianie typowych wad jakości cięcia
Czy widzisz słabe rezultaty na swoim przedmiocie obrabianym? Jeśli zastanawiasz się, jak poprawić jakość cięcia laserowego, pierwszym krokiem powinny być zawsze ustawienia podstawowe maszyny. Czynniki te mogą mieć większy wpływ na jakość cięcia laserowego niż cokolwiek innego.
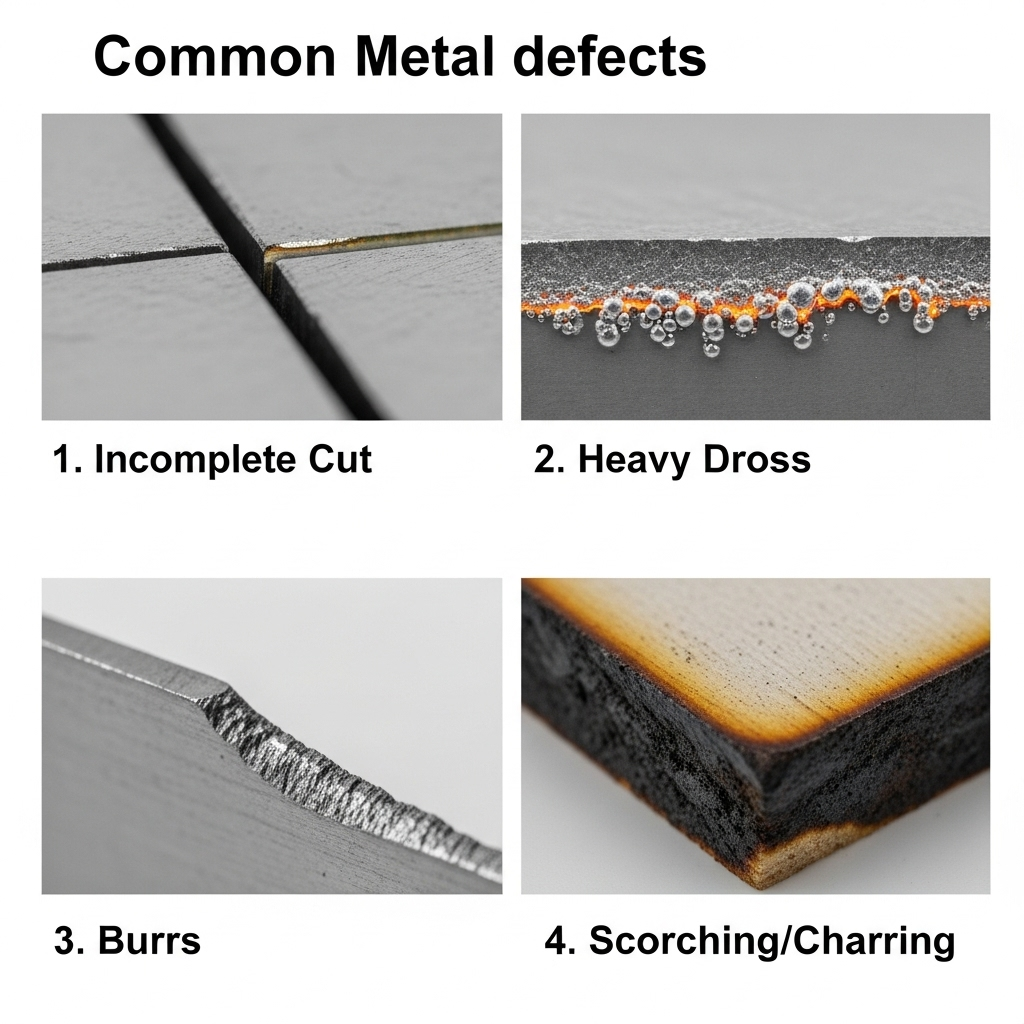
Objawy: Niekompletne cięcia, żużel, zadziory lub szorstkie krawędzie
 Oto najczęstsze problemy, które prawie zawsze wynikają z braku równowagi w podstawowych parametrach procesu. Przed rozmontowaniem maszyny sprawdź teczteryrzeczy:
Oto najczęstsze problemy, które prawie zawsze wynikają z braku równowagi w podstawowych parametrach procesu. Przed rozmontowaniem maszyny sprawdź teczteryrzeczy:
1.Moc lasera i prędkość cięcia:Te dwa elementy działają w tandemie. Jeśli prędkość jest zbyt wysoka w stosunku do poziomu mocy, laser nie przetnie. Jeśli jest zbyt wolny, nadmierne nagrzewanie powoduje topnienie, zadziory i szorstkość krawędzi. Znajdź „optymalny punkt” dla swojego materiału i grubości.
2.Pozycja ogniskowa:To kluczowe. Nieskoncentrowana wiązka rozprasza swoją energię, co prowadzi do szerszego i słabszego cięcia. Aby uzyskać najczystszy efekt, upewnij się, że wiązka jest idealnie skupiona na powierzchni materiału lub tuż pod nią.
3.Ciśnienie gazu wspomagającego:Gaz wspomagający (taki jak tlen lub azot) nie tylko usuwa stopiony materiał ze ścieżki cięcia. Zbyt niskie ciśnienie powoduje przywieranie żużlu do dolnej krawędzi. Zbyt wysokie może powodować turbulencje i nierówne, faliste cięcie.
4. Stan i rozmiar dyszy:Dysza kieruje gaz wspomagający do miejsca cięcia. Uszkodzona, zabrudzona lub zatkana dysza wytwarza chaotyczny strumień gazu, co pogarsza jakość cięcia. Podobnie, użycie dyszy ze zbyt dużym otworem może obniżyć ciśnienie i spowodować problemy. Codziennie sprawdzaj wzrokowo dyszę. Upewnij się, że jest czysta, wyśrodkowana i wolna od wyszczerbień lub odprysków.
Jeśli dostosujesz te „Duże4„nie rozwiązuje problemu, przyczyną może być czynnik mechaniczny, np. drgania spowodowane zużytym paskiem lub łożyskiem.
DrugiRozwiązywanie problemów: awarie w całym systemie
Czasami problemem nie jest jakość cięcia, ale to, że maszyna w ogóle nie działa. Zanim wpadniesz w panikę, przejrzyj tę prostą listę kontrolną dotyczącą bezpieczeństwa i systemów.
Objaw: Maszyna nie włącza się lub laser nie działa
W takich przypadkach rozwiązanie jest często zaskakująco proste i wiąże się z wbudowanymi w maszynę funkcjami bezpieczeństwa.
Sprawdź zatrzymanie awaryjne:Czy przycisk jest wciśnięty? To najczęstsza przyczyna „martwej” maszyny.
Sprawdź blokady bezpieczeństwa:Czy wszystkie panele dostępu i pokrywa główna są całkowicie zamknięte? Większość maszyn ma czujniki, które zapobiegają uruchomieniu lasera, jeśli którekolwiek drzwi są uchylone.
Sprawdź układ chłodzenia:Czy agregat chłodniczy jest włączony i czy woda płynie? Rura laserowa generuje ogromne ciepło i nie zadziała bez aktywnego chłodzenia, chroniącego ją przed uszkodzeniem.
Sprawdź bezpieczniki i wyłączniki:Sprawdź, czy nie zadziałał wyłącznik automatyczny lub przepalony bezpiecznik w panelu warsztatowym lub na samej maszynie.
Głębokie nurkowanie: lista kontrolna analizy przyczyn źródłowych
Jeśli szybkie rozwiązania nie działają, czas sięgnąć głębiej. Systematyczna kontrola każdego podsystemu maszyny pomoże Ci zidentyfikować przyczynę problemu.
Czy problem leży w ścieżce optycznej?
Jakość wiązki laserowej zależy od drogi, po której się porusza.
Typowe wady optyczne:Zabrudzona lub porysowana soczewka lub lustro ostrości jest główną przyczyną utraty mocy. Kurz, dym i żywica mogą osadzać się na powierzchni, blokując i rozpraszając wiązkę. Źle ustawiona wiązka nie trafi w środek soczewki, co skutkuje słabym, kątowym cięciem.
Rozwiązanie:Regularnie sprawdzaj i czyść całą optykę odpowiednimi chusteczkami do czyszczenia soczewek. Przeprowadź kontrolę ustawienia wiązki, aby upewnić się, że wiązka biegnie prosto od tubusu do materiału.
Czy problem leży w układzie mechanicznym?
Głowica lasera porusza się w precyzyjnym systemie ruchu. Wszelkie luz i błędy mają bezpośredni wpływ na jakość cięcia.
Typowe wady ruchu:Luźne paski, zużyte łożyska lub zanieczyszczenia na prowadnicach mogą powodować wibracje, a w rezultacie powstawanie linii falistych lub niedokładnych wymiarów.
Rozwiązanie:Regularnie sprawdzaj wszystkie elementy ruchome. Utrzymuj prowadnice w czystości i smaruj je zgodnie ze specyfikacją producenta. Sprawdź naciąg paska – powinien być napięty, ale nie za mocno.
Czy problem dotyczy konkretnego materiału?
Różne materiały zachowują się odmiennie pod wpływem lasera.
Wyzwanie: Stal nierdzewna (utlenianie):Podczas cięcia stali nierdzewnej tlenem, można uzyskać zaczernioną, utlenioną krawędź.
Rozwiązanie:Aby uzyskać czystą krawędź bez tlenków, należy stosować gaz wspomagający w postaci azotu o wysokiej czystości.
Wyzwanie: Metale odblaskowe (aluminium, miedź):Błyszczące materiały mogą odbijać wiązkę laserową z powrotem do urządzenia, co może spowodować uszkodzenie optyki.
Rozwiązanie:Użyj wyższej mocy i trybu pulsacyjnego, aby zapewnić absorpcję energii. Niektórzy operatorzy stosują powłoki antyrefleksyjne lub inne metody obróbki powierzchni.
Poza naprawami: Kiedy modernizować ploter laserowy
Czasami wysokie koszty napraw, przestarzała technologia lub nowe wymagania produkcyjne dają jasno do zrozumienia: czas przestać naprawiać i zacząć modernizować. Jeśli chcesz zwiększyć wydajność, poprawić precyzję lub ciąć nowe materiały, inwestycja w nową przecinarkę laserową może być kolejnym logicznym krokiem.
Zrozumienie ceny maszyny do cięcia laserowego
Szukając ceny wycinarki laserowej, znajdziesz ogromny wybór. Ostateczny koszt zależy od kilku kluczowych czynników, które bezpośrednio wpływają na wydajność i możliwości.
| Czynnik | Wpływ na cenę | Opis |
| Moc (waty) | Wysoki | Maszyna o mocy 1500 W może obrabiać stal cienką i średnią, natomiast do produkcyjnego cięcia grubych blach stalowych z dużą prędkością wymagane są maszyny o mocy 4000 W lub 6000 W. Cena znacząco rośnie wraz z mocą. |
| Typ i rozmiar | Wysoki | Podstawowa różnica dotyczy laserów CO₂ (doskonale nadających się do cięcia materiałów niemetalicznych, takich jak akryl i drewno) oraz laserów światłowodowych (dominujących w cięciu metali). Dodatkowo, rozmiar stołu roboczego ma istotny wpływ na cenę. |
| Źródło lasera | Średni | Marka rezonatora laserowego (elementu generującego wiązkę laserową) ma kluczowe znaczenie. Marki premium, takie jak IPG i Raycus, oferują wyższą wydajność, lepszą jakość wiązki i dłuższą żywotność, ale wiążą się z wyższym kosztem początkowym. |
Najlepsze rozwiązanie: proaktywny harmonogram konserwacji zapobiegawczej
Najlepszym sposobem na rozwiązanie problemów jest zapobieganie ich wystąpieniu. Prosta rutyna konserwacyjna to najskuteczniejszy sposób na zapewnienie niezawodności maszyny i wysokiej jakości rezultatów.
Codzienna konserwacja (poniżej 5 minut)
Sprawdź i wyczyść końcówkę dyszy.
Przeprowadź wizualną kontrolę i wyczyść soczewkę ogniskującą.
Konserwacja tygodniowa
Wyczyść wszystkie lustra na ścieżce optycznej.
Sprawdź poziom wody w chłodziarce i poszukaj ewentualnych zanieczyszczeń.
Wytrzyj listwy stołu tnącego, aby usunąć pozostałości.
Miesięczna konserwacja
Nasmaruj wszystkie prowadnice i łożyska mechaniczne zgodnie z instrukcją.
Sprawdź wszystkie paski pod kątem prawidłowego naciągu i oznak zużycia.
Wyczyść wewnętrzny wentylator wyciągowy i kanały wentylacyjne urządzenia.
Wnioski: Niezawodność dzięki systematycznej opiece
Większość problemów z cięciem laserowym nie jest zagadką. To problemy, które można rozwiązać i które można powiązać z konkretną przyczyną. Stosując systematyczne podejście do rozwiązywania problemów – najpierw sprawdzając ustawienia, potem optykę, a na końcu mechanikę – możesz rozwiązać większość codziennych problemów z cięciem.
Ostatecznie, proaktywna prewencja jest zawsze lepsza i tańsza niż reaktywna naprawa. Konsekwentny harmonogram konserwacji zapobiegawczej to prawdziwy sekret niezawodności maszyn i perfekcyjnych cięć za każdym razem.
W przypadku skomplikowanych napraw, uporczywych problemów lub gdy potrzebujesz porady na temat inwestowania w nowy sprzęt, nie wahaj się skontaktować z zaufanym dostawcą usług, który udzieli Ci profesjonalnego wsparcia.
Często zadawane pytania (FAQ)
Q:Co jest przyczyną nierównomiernej mocy wyjściowej lasera?
A:Niestabilne zasilanie często wskazuje na awarię tuby laserowej, zabrudzenie lub uszkodzenie soczewki skupiającej albo problem z zasilaniem wysokiego napięcia. Sprawdź również, czy agregat wody lodowej utrzymuje stabilną temperaturę.
Q:Jak często należy czyścić soczewki i lustra lasera?
A:Przy intensywnym użytkowaniu zaleca się szybką, codzienną kontrolę i czyszczenie soczewki skupiającej. Dokładne czyszczenie wszystkich luster powinno odbywać się co tydzień. Jeśli tniesz materiały, które wydzielają dużo dymu lub osadu, takie jak drewno czy akryl, czyszczenie może być konieczne częściej.
Q:Jakich materiałów nigdy nie należy ciąć laserem?
A:Nigdy nie tnij materiałów zawierających chlor, takich jak PVC czy winyl. Pod wpływem ciepła uwalniają one toksyczny chlor, który jest niezwykle żrący i może trwale uszkodzić optykę i mechanikę urządzenia, nie wspominając o tym, że jest niebezpieczny dla zdrowia. Unikaj materiałów o nieznanym składzie.

Czas publikacji: 04-08-2025



