





Ten poradnik bezpieczeństwa dotyczący ręcznego spawania laserowego to pierwszy krok do opanowania tej technologii bez narażania swojego zdrowia. Ręczne spawarki laserowe odmieniają oblicze warsztatów dzięki niesamowitej szybkości i precyzji, ale ta moc wiąże się z poważnymi, często niewidocznymi, zagrożeniami.
W tym przewodniku przedstawiono podstawowe środki ostrożności dotyczące bezpieczeństwaręczne spawanie laserowei ma na celu uzupełnienie, a nie zastąpienie, szczegółowej instrukcji bezpieczeństwa dostarczonej przez producenta sprzętu. Zawsze należy zapoznać się z instrukcją producenta, aby uzyskać szczegółowe instrukcje dotyczące obsługi i bezpieczeństwa.
Pierwsza linia obrony: obowiązkowy sprzęt ochrony osobistej
Czy ręczne spawarki laserowe są bezpieczne? Tak, ale tylko pod warunkiem użycia odpowiedniego sprzętu. Standardowy sprzęt do spawania łukowego jest niebezpiecznie nieodpowiedni do pracy z laserem. Każda osoba przebywająca w strefie spawania lub w jej pobliżu musi być odpowiednio wyposażona.
Okulary ochronne chroniące przed laserem:To najważniejszy element ŚOI. Muszą one posiadać gęstość optyczną (OD) ≥7+, specjalnie dla długości fali lasera (zazwyczaj około 1070 nm). Przed każdym użyciem należy fizycznie sprawdzić okulary, aby upewnić się, że oznaczenia te są poprawnie wydrukowane na soczewkach lub oprawkach. Nigdy nie używaj okularów bez oznaczeń lub uszkodzonych. Każdy, kto potencjalnie ma dostęp do lasera, powinien je nosić.
Odzież trudnopalna:Całkowite zakrycie ciała jest niezbędne. Noś odzież z certyfikatem FR, aby chronić się przed wiązką lasera, iskrami i ciepłem.
Rękawice odporne na ciepło:Chroń dłonie przed energią cieplną i przypadkowymi odbiciami promieni.
Respirator:Dymy powstające podczas spawania laserowego zawierają mikroskopijne cząsteczki, które mogą być szkodliwe. Należy stosować system odciągu dymów i, w razie potrzeby, nosić maskę oddechową (N95 lub wyższą) w celu ochrony płuc.
Obuwie robocze:Aby zapewnić ochronę przed spadającymi elementami i innymi zagrożeniami występującymi w warsztacie, wymagane jest noszenie standardowego obuwia klasy przemysłowej.

Tworzenie twierdzy: Jak stworzyć bezpieczną strefę laserową
Prawidłowe przygotowanie środowiska pracy jest równie ważne jak noszenieposobistypsprzęt ochronny. Musisz utworzyć formalny obszar kontrolowany laserowo(LCA)aby powstrzymać belkę.
Zrozumienie laserów klasy 4
Ręczne spawarki laserowe zazwyczaj zaliczają się do Klasy 4 systemu klasyfikacji laserów ANSI Z136.1. Klasyfikacja ta oznacza najbardziej niebezpieczne systemy laserowe. Lasery klasy 4 mogą spowodować trwałe uszkodzenie oczu w wyniku bezpośredniego, odbitego, a nawet rozproszonego promieniowania, a także mogą powodować oparzenia skóry i wzniecać pożary. Tak wysoka moc podkreśla bezwzględną konieczność przestrzegania ścisłych protokołów bezpieczeństwa.
Ustanów barierę fizyczną
Należy zabezpieczyć miejsce spawania, aby chronić innych. Można to zrobić za pomocą:
1.Certyfikowane kurtyny lub ekrany bezpieczeństwa laserowego.
2.Stałe ściany konstrukcyjne.
3.Anodowane panele aluminiowe przeznaczone do laserów klasy 4.
Kontrola dostępu
Wstęp do LCA powinien mieć wyłącznie personel upoważniony, przeszkolony i w pełni wyposażony.
Znaki ostrzegawcze
Umieścić wyraźne znaki „NIEBEZPIECZEŃSTWO” przy każdym wejściu, zgodnie z wymogami normy ANSI Z136.1. Znak musi zawierać symbol lasera i napis „Laser klasy 4 – Unikać narażenia oczu lub skóry na bezpośrednie lub rozproszone promieniowanie”.
Ogranicz ryzyko pożaru i oparów
Zapobieganie pożarom:Usuń wszystkie materiały łatwopalne i palne z obszaru w promieniu co najmniej 10 metrów od LCA. Zapewnij łatwy dostęp do odpowiedniej, sprawnej gaśnicy (np. typu ABC lub klasy D dla metali palnych).
Ekstrakcja oparów:Jakie jest największe zagrożenie podczas spawania laserowego? Chociaż uszkodzenie oczu jest najważniejsze, opary stanowią poważny problem. Należy używać lokalnego wyciągu oparów z wlotem umieszczonym jak najbliżej spoiny, aby wychwytywać szkodliwe cząsteczki u źródła.
Zasada ręcznego spawania laserowego
Wyobraź sobie ręczną spawarkę laserową jak niezwykle mocną i precyzyjną lupę. Zamiast skupiać światło słoneczne, generuje ona i skupia wiązkę światła o ogromnej energii na małym obszarze.
Proces rozpoczyna się od źródła lasera, zazwyczaj generatora lasera światłowodowego. Urządzenie to wytwarza silnie skoncentrowaną wiązkę światła podczerwonego. Światło to wędruje elastycznym światłowodem do ręcznego palnika spawalniczego.
Wewnątrz palnika, szereg układów optycznych skupia tę silną wiązkę w punkt. Gdy operator naciska spust, ta skoncentrowana energia trafia w metal, powodując jego niemal natychmiastowe stopienie i utworzenie jeziorka spawalniczego. Gdy operator przesuwa palnik wzdłuż spoiny, stopiony metal spływa i krzepnie, tworząc mocną, czystą spoinę.
To właśnie ta zasada nadaje spawaniu laserowemu jego kluczowe zalety.
Niskie zużycie ciepła i zmniejszone zniekształcenia
Ekstremalnie wysoka gęstość mocy powoduje niemal natychmiastowe oddawanie energii do materiału. To szybkie nagrzewanie powoduje stopienie, a nawet odparowanie metalu w punkcie ogniskowym, zanim znaczna ilość ciepła zdąży przedostać się do otaczającego materiału.
Mała strefa wpływu ciepła (HAZ):Ponieważ czas na dyfuzję cieplną jest krótki, strefa materiału, której struktura ulega zmianie pod wpływem ciepła, ale która nie ulega stopieniu, czyli HAZ, jest bardzo wąska.
Zminimalizowane odkształcenia:Odkształcenia termiczne są spowodowane rozszerzaniem się i kurczeniem nagrzanego materiału. Przy znacznie mniejszej objętości nagrzewanego metalu, ogólne naprężenia cieplne są znacznie niższe, co skutkuje minimalnym odkształceniem i większą stabilnością wymiarową produktu końcowego.
Wysoka precyzja i kontrola
Precyzja spawania laserowego wynika bezpośrednio z małych i kontrolowanych rozmiarów wiązki laserowej.
Mały rozmiar plamki:Laser można zogniskować do rozmiaru plamki zaledwie kilku dziesiątych milimetra. Pozwala to na tworzenie bardzo wąskich, precyzyjnych spoin, niemożliwych do uzyskania przy użyciu konwencjonalnych metod, takich jak spawanie MIG czy TIG.
Energia ukierunkowana:Dzięki takiej precyzji urządzenie doskonale nadaje się do spawania cienkich materiałów, skomplikowanych elementów lub pracy w pobliżu urządzeń elektronicznych wrażliwych na ciepło, bez ryzyka ich uszkodzenia.
Niesamowita prędkość i głęboka penetracja
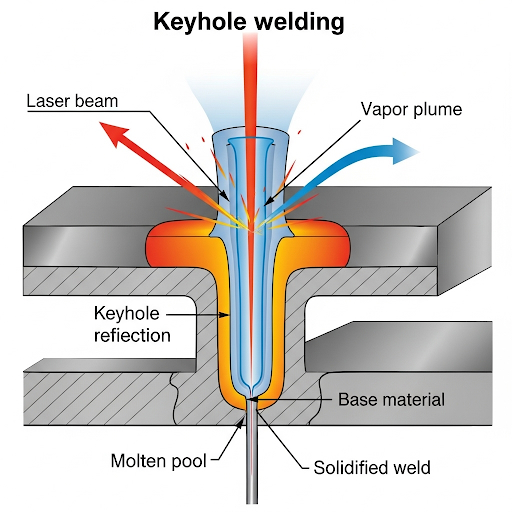
Duża gęstość energii umożliwia zastosowanie niezwykle wydajnego mechanizmu spawania znanego jako spawanie z otworem kluczowym.
Formacja dziurki od klucza:Gęstość mocy jest tak wysoka, że nie tylko topi metal, ale także go odparowuje, tworząc głęboką, wąską komorę oparów metalu zwaną „dziurką od klucza”.
Efektywny transfer energii:Ten otwór działa jak kanał, umożliwiając wiązce lasera głębokie wnikanie w materiał. Energia lasera jest skutecznie absorbowana na całej głębokości otworu, a nie tylko na jego powierzchni.
Szybkie spawanie:Gdy laser przesuwa się wzdłuż spoiny, stopiony metal opływa otwór i krzepnie za nim, tworząc głęboką, wąską spoinę. Proces ten jest znacznie szybszy niż tradycyjne metody, które polegają na wolniejszym przewodzeniu ciepła do topienia materiału. Pozwala to na wykonywanie spoin z głębokim wtopieniem przy dużych prędkościach, co zwiększa wydajność.
Lista kontrolna operatora: Krytyczne środki ostrożności podczas użytkowania
Gdy sprzęt jest już założony i strefa jest zabezpieczona, kluczem jest bezpieczna obsługa.
Przeprowadź kontrolę przed użyciem:Przed każdym użyciem należy przeprowadzić wizualną kontrolę sprzętu. Sprawdź kabel światłowodowy pod kątem zagięć lub uszkodzeń, upewnij się, że dysza spawalnicza jest czysta i dobrze zamocowana oraz sprawdź, czy wszystkie zabezpieczenia działają prawidłowo.
Regularna konserwacja:Oprócz codziennych inspekcji, ustal i przestrzegaj harmonogramu rutynowej konserwacji systemu laserowego. Obejmuje to sprawdzanie układów chłodzenia.Iczystość optyczna.Należy regularnie czyścić systemy odciągu oparów i wymieniać filtry, aby utrzymać ich wydajność. Prawidłowa konserwacja zapobiega awariom sprzętu, które mogą prowadzić do niebezpiecznych sytuacji.
Szanuj zagrożenia związane z odbiciem:Lustrzane odbicia światła od błyszczących powierzchni, np. aluminium lub stali nierdzewnej, stanowią największe zagrożenie zaraz po bezpośrednim świetle.
Opanuj swoją postawę i kąt:Zawsze trzymaj ciało z dala od bezpośrednich i potencjalnych odbić. Zachowaj kąt spawania między 30 a 70 stopni, aby zminimalizować niebezpieczne odbicia w Twoją stronę.
Skorzystaj z wbudowanych funkcji bezpieczeństwa:Nigdy nie pomijaj mechanizmów bezpieczeństwa.
Przełącznik kluczykowy:Zapobiega nieautoryzowanemu użyciu.
Spust dwustopniowy:Zapobiega przypadkowemu wystrzeleniu.
Obwód styku przedmiotu obrabianego:Zapewnia, że laser może zostać uruchomiony tylko wtedy, gdy dysza dotyka obrabianego przedmiotu.
Zapewnij prawidłowe uziemienie:Zawsze przed rozpoczęciem pracy należy solidnie zamocować zacisk uziemiający do obrabianego przedmiotu. Zapobiega to niebezpiecznemu porażeniu prądem obudowy maszyny.
Reagowanie w sytuacjach awaryjnych: co robić w razie incydentu
Nawet zachowując wszelkie środki ostrożności, musisz być gotowy do szybkiego działania. Każda osoba pracująca w lub w pobliżu LCA musi znać te kroki.
Podejrzenie narażenia oczu
Każde podejrzenie narażenia oczu na bezpośrednie lub odbite światło jest nagłym przypadkiem wymagającym interwencji lekarskiej.
1.Natychmiast przerwij pracę i wyłącz system laserowy.
2.Natychmiast powiadom swojego inspektora bezpieczeństwa laserowego (LSO) lub przełożonego.
3.Natychmiast zasięgnij porady okulisty. Przygotuj specyfikację lasera (klasę, długość fali, moc) dla personelu medycznego.
4.Nie pocieraj oczu.
Oparzenia skóry lub ogień
Na oparzenia skóry:Traktuj to jak oparzenie termiczne. Natychmiast schłódź ranę wodą i zasięgnij pierwszej pomocy. Zgłoś incydent swojemu oficerowi ratunkowemu.
Na ogień:W przypadku niewielkiego pożaru należy użyć odpowiedniej gaśnicy. Jeśli pożaru nie da się natychmiast opanować, należy uruchomić najbliższy alarm przeciwpożarowy i ewakuować się z obszaru.
Wiedza to potęga: Specjalista ds. bezpieczeństwa laserów (LSO)
Zgodnie z normą ANSI Z136.1, każdy zakład wykorzystujący laser klasy 4 musi wyznaczyć Inspektora Bezpieczeństwa Laserowego (LSO).
LSO to osoba odpowiedzialna za cały program bezpieczeństwa laserowego. Nie potrzebuje ona specjalnego zewnętrznego certyfikatu, ale musi posiadać odpowiednie przeszkolenie, aby rozumieć zagrożenia, wdrażać środki kontroli, zatwierdzać procedury i zapewnić odpowiednie przeszkolenie całego personelu. Ta rola stanowi fundament kultury bezpieczeństwa w Twojej firmie.
Często zadawane pytania (FAQ)
P: Czy ręczne spawarki laserowe są bezpieczne dla małych warsztatów?
O: Tak, jeśli przestrzegasz wszystkich protokołów. Normy bezpieczeństwa, w tym wyznaczenie LSO i utworzenie LCA, obowiązują każdą organizację korzystającą z lasera klasy 4, niezależnie od jej wielkości.
P: Jakiej ochrony potrzebujesz podczas spawania laserowego?
A: Potrzebne są okulary ochronne chroniące przed promieniowaniem laserowym o określonej długości fali,Odzież ognioodporna, rękawice i środki ochrony dróg oddechowych w odpowiednio zaprojektowanej strefie kontrolowanej laserem (LCA).
P: Jakiego rodzaju szkolenia powinien odbyć inspektor bezpieczeństwa laserowego?
A: Norma ANSI Z136.1 wymaga, aby LSO posiadał wiedzę i kompetencje, ale nie nakazuje specjalnego zewnętrznego certyfikatu. Jego szkolenie powinno być wystarczające, aby zrozumieć fizykę laserów i zagrożenia, oceniać ryzyko, określać odpowiednie środki kontroli oraz zarządzać całym programem bezpieczeństwa, w tym dokumentacją szkoleń i audytami.
Czas publikacji: 01-08-2025



