
किफायती धातु फाइबर लेजर काट्ने मेसिन
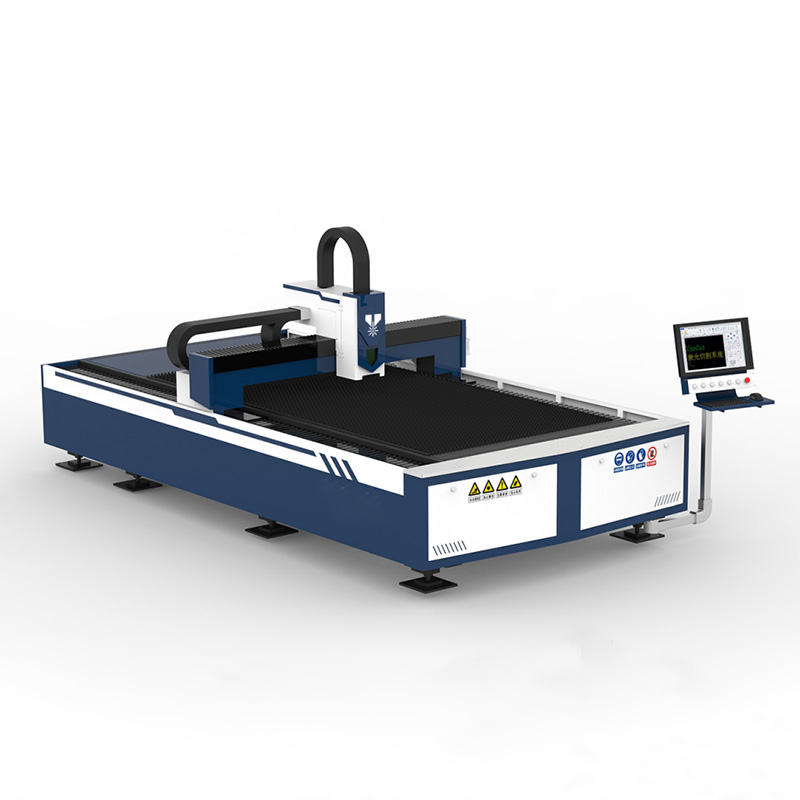
किफायती धातु फाइबर लेजर काट्ने मेसिन
धातु लेजर काट्ने मेसिन क्यारेक्टरहरू
●सर्वो डुअल ड्राइभ ग्यान्ट्री संरचना:ब्रिज ग्यान्ट्री संरचना लेजर मेसिन, र्याक रेल ड्राइभ, केन्द्रीकृत स्नेहन उपकरण प्रयोग गर्नुहोस्, र यो मर्मतसम्भारको लागि सजिलो छ;
●Pर्याक्टिकल र स्थिर: प्रबलित वेल्डिङ मेसिन बेड, तनाव हटाउन उच्च तापक्रम टेम्परिङ उपचार कम्पन। मेसिन उपकरण विकृति ± ०.०२ मिमी मा नियन्त्रण गर्न सकिन्छ;
●सञ्चालन सरल छ।: २३००० भन्दा बढी प्रयोगकर्ताहरूले यो व्यावसायिक CNC काट्ने प्रणाली प्रयोग गर्छन्। यो सञ्चालन प्रणालीमा काटनको गुणस्तर सुनिश्चित गर्न लेजर पावर समायोजनको कार्य छ;
●औद्योगिक सौन्दर्य डिजाइन: युरोप र अमेरिकामा निर्यात मापदण्ड, सौन्दर्य डिजाइनको उपस्थितिले यसलाई विश्वव्यापी बजारमा स्वागतयोग्य बनाउँछ;
●उच्च गुणस्तरको काटन:उच्च-परिशुद्धता एन्टी-कोलिजन प्रोफेशनल लेजर काट्ने हेडले तपाईंको कार्य टुक्राहरू र परियोजनाहरूको लागि उत्तम काट्ने प्रभाव सुनिश्चित गर्दछ;
●प्रभावकारी सामग्री:धातु पाना काट्ने मानक विशिष्टताहरूमा प्रयोग गरिन्छ, समय र लागत बचत गर्दछ;
●फाइबर लेजर: म्याक्सफोटोनिक्स फाइबर लेजर स्रोत प्रयोग गर्नुहोस् (अन्य ब्रान्डका लेजरहरू वैकल्पिक छन्), स्थिर र भरपर्दो शक्ति, कार्यसम्पादन ग्यारेन्टी;
| मेसिन कन्फिगरेसन | |
| मोडेल | फाइबर लेजर काट्ने मेसिन FL-S श्रृंखला |
| कार्य क्षेत्र | ३००० मिमी*१५०० मिमी |
| लेजर स्रोत | १००० वाट अधिकतम |
| सीएनसी काट्ने प्रणाली | साइपकट १००० अपरेटिङ सिस्टम |
| लेजर हेड | OSPRI म्यानुअल फोकस |
| मेसिन बेड | भाग्य लेजर |
| X/Y अक्ष गियर र्याक | भाग्य लेजर |
| प्रेसिजन रेखीय गाइड | खिया |
| मोटर ड्राइभ | जापान यास्कावा सर्वो मोटर (X750W/Y750W/Z400W) |
| इलेक्ट्रोनिक कम्पोनेन्टहरू | फ्रान्स स्नाइडर |
| रिड्यूसर प्रणाली | फिलिपिन्स |
| वायवीय घटकहरू | जापान एसएमसी |
| मेसिन बेडका सामानहरू | भाग्य लेजर |
| पानी चिलर | हान्ली |
| फोहोर रिसाइक्लिंग उपकरण | भाग्य लेजर |
नोट: यो मेसिन कन्फिगरेसन तपाईंको सन्दर्भको लागि मात्र हो, मेसिनको प्रत्येक भागको लागि धेरै अन्य ब्रान्डहरू तपाईंको आवश्यकता र तपाईंको बजेटको आधारमा वैकल्पिक छन्। थप विवरणहरूको लागि कृपया हामीलाई सम्पर्क गर्न नहिचकिचाउनुहोस्।







मेसिन प्यारामिटरहरू
| मोडेल | FL-S2015 को लागि सोधपुछ पेश गर्नुहोस्, हामी तपाईंलाई 24 घण्टामा सम्पर्क गर्नेछौं। | हामीसँग अहिले स्टकमा FL-S3015 को 250 टुक्राहरू उपलब्ध छन्। | हामीसँग अहिले स्टकमा FL-S4020 को 200 टुक्राहरू उपलब्ध छन्। | हामीसँग अहिले स्टकमा FL-S6020 को 250 टुक्राहरू उपलब्ध छन्। |
| कार्य क्षेत्र (L*W) | २०००*१५०० मिमी | ३०००*१५०० मिमी | ४०००*२००० मिमी | ६०००*२००० मिमी |
| X/Y अक्ष स्थिति शुद्धता | ±०.०३ मिमी/१००० मिमी | ±०.०३ मिमी/१००० मिमी | ±०.०३ मिमी/१००० मिमी | ±०.०३ मिमी/१००० मिमी |
| X/Y अक्ष दोहोरिने स्थिति शुद्धता | ±०.०२ मिमी | ±०.०२ मिमी | ±०.०२ मिमी | ±०.०२ मिमी |
| अधिकतम गति | ८०००० मिमी/मिनेट | ८०००० मिमी/मिनेट | ८०००० मिमी/मिनेट | ८०००० मिमी/मिनेट |
| अधिकतम गतिवर्धन | १.२ ग्राम | १.२ ग्राम | १.२ ग्राम | १.२ ग्राम |
| अधिकतम लोडिङ तौल | ६०० किलोग्राम | ८०० किलोग्राम | १२०० किलोग्राम | १५०० किलोग्राम |
| विद्युत आपूर्ति | AC३८०V/५०Hz | AC३८०V/५०Hz | AC३८०V/५०Hz | AC३८०V/५०Hz |
| लेजर स्रोत पावर (वैकल्पिक) | १ किलोवाट/१.५ किलोवाट/२ किलोवाट/२.५ किलोवाट/३ किलोवाट/४ किलोवाट/६ किलोवाट/८ किलोवाट/१० किलोवाट/१२ किलोवाट/१५ किलोवाट/२० किलोवाट | |||
अनुप्रयोगहरू
स्टेनलेस स्टील, कार्बन स्टील, मिश्र धातु स्टील, सिलिकन स्टील, ग्याल्भेनाइज्ड स्टील प्लेट, निकल-टाइटेनियम मिश्र धातु, इनकोनेल, टाइटेनियम मिश्र धातु, आदि जस्ता धातु पाना प्रशोधन गर्न उपयुक्त।
नमूना प्रदर्शन








अधिकतम लेजर स्रोत काट्ने प्रक्रिया प्यारामिटरहरू
| नोट १: काट्ने डेटामा १०००W~१५००W लेजर आउटपुट फाइबरको कोर व्यास ५० माइक्रोन छ; २०००~४०००W आउटपुट फाइबरको कोर व्यास १०० माइक्रोन छ; | |||||||||
| नोट २: यो काट्ने डेटाले Raytools काट्ने टाउको, कोलिमेसन/फोकसिङ लेन्स फोकल लम्बाइ: १००mm/१२५mm अपनाउँछ; | |||||||||
| नोट ३: विभिन्न ग्राहकहरूले अपनाएको उपकरण कन्फिगरेसन र काट्ने प्रक्रिया (मेसिन उपकरण, पानी चिसो, वातावरण, काट्ने नोजल र ग्यासको चाप) मा भिन्नताका कारण, यो डेटा सन्दर्भको लागि मात्र हो; | |||||||||
| Mआकाशीय | मोटाई (मिमी) | Gप्रकारहरूको रूपमा | १००० वाट | १५०० वाट | २००० वाट | २५०० वाट | ३००० वाट | ४००० वाट | ६००० वाट |
| गति(मि/मिनेट) | गति(मि/मिनेट) | गति(मि/मिin) | गति(मि/मिनेट) | गति(मि/मिनेट) | गति(मि/मिनेट) | गति(मि/मिनेट) | |||
| खिया नलाग्ने स्टील | 1 | N2 | २०~२४ | २८ ~ ३२ | 38 | 30 | 50 | ४२ ~ ४३ | ७० ~ ७५ |
| 2 | N2 | ५.४ | ७.५ | 12 | 10 | 13 | १९~२० | २५ ~ ३० | |
| 3 | N2 | २.२ | 4 | 7 | 6 | 8 | ११ ~ १२ | १२ ~ १५ | |
| 4 | N2 | १.२ | 2 | 4 | 4 | 5 | ६.५ ~ ७.५ | ७.५ ~ ९ | |
| 5 | N2 |
| १.१ | 2 | २.५ | २.५ | ४ ~ ५ | ६ ~ ७.५ | |
| 6 | N2 |
| ०.८ | १.५ | १.५ | १.५ | २ ~ ३ | ५ ~ ६.५ | |
| 8 | N2 |
|
| ०.८ | ०.७ | 1 | १.५ ~ २ | ३.५ ~ ४.५ | |
| 10 | N2 |
|
| ०.५ | ०.५ | ०.८ | 1 | २.१ | |
| 12 | N2 |
|
|
|
| ०.५ | ०.८ | १.१ | |
| 14 | N2 |
|
|
|
|
|
| ०.९ | |
| Mआकाशीय | मोटाई (मिमी) | Gप्रकारहरूको रूपमा | १००० वाट | १५०० वाट | २००० वाट | २५०० वाट | ३००० वाट | ४००० वाट | ६००० वाट |
| गति(मि/मिनेट) | गति(मि/मिनेट) | गति(मि/मिin) | गति(मि/मिनेट) | गति(मि/मिनेट) | गति(मि/मिनेट) | गति(मि/मिनेट) |
| कार्बनस्टील | 1 | हावा | ९ ~ १२ | २७ ~ ३० | २७ ~ ३० | 30 | 50 | 43 | ७० ~ ७५ |
| 2 | हावा | ६ ~ ८ | ८ ~ १० | १० ~ १२ | 12 | 13 | 20 | २५ ~ ३० | |
| 3 | O2 | 3 | 3 | 3 | 4 | ४.५ | ४.५ | ४.५ | |
| 4 | O2 | 2 | २.५ | ३.१ | ३.३ | ३.५ | ३.८ | ३.८ | |
| 5 | O2 | १.६ | 2 | २.५ ~ ३ | २.५ | 3 | ३.५ | ३.७ | |
| 6 | O2 | १.४ | १.८ | २.२ | २.३ | २.५ | २.८ | ३.३ | |
| 8 | O2 | १.१ | १.३ | १.५ | १.५ | 2 | २.३ | २.८ | |
| 10 | O2 | ०.९ | १.१ | 1 | १.२ | १.४ | १.८ | २.१ | |
| 12 | O2 | ०.७ | ०.९ | ०.८ | 1 | १.१ | १.५ | १.६ | |
| 14 | O2 | ०.६ | ०.७ | ०.८ | ०.९ | 1 | ०.९५ | ||
| 16 | O2 | ०.५ | ०.६ | ०.७ | ०.८ | ०.९ | ०.८५ | ||
| 18 | O2 | ०.५ | ०.६ | ०.७ | ०.८ | ०.७५ | |||
| 20 | O2 | ०.४ | ०.५ | ०.६ | ०.७ | ०.६५ | |||
| 22 | O2 | ०.४ | ०.५ | ०.५ | ०.५ | ||||
| एल्युमिनियम | 1 | हावा | १२ ~ १३ | 15 | १७ ~ १८ | 29 | 45 | ३५ ~ ३७ | ७० ~ ७५ |
| 2 | हावा | ४ ~ ४.५ | 6 | ७.५ | ८.५ | 11 | 15 | २५ ~ ३० | |
| 3 | हावा | १ ~ १.५ | 3 | 5 | 5 | 7 | ८ ~ ९ | 15 | |
| 4 | हावा | ०.८~१ | 2 | 3 | 4 | 6 | 10 | ||
| 5 | हावा | 1 | १.५ | 3 | 8 | ||||
| 6 | हावा | ०.६ | 1 | 2 | ५.५ | ||||
| 8 | हावा | ०.५ | 1 | २.५ | |||||
| 10 | हावा | ०.५ | १.३ | ||||||
| 12 | हावा | ०.९ | |||||||
| पीतल | 1 | हावा | 10 | 12 | 15 | 24 | 40 | ३० ~ ३३ | ६५ ~ ७० |
| 2 | हावा | 3 | 5 | 6 | ७.५ | 10 | 13 | २० ~ २५ | |
| 3 | हावा | ०.५ | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | हावा | ०.५ | १.५ | 2 | 3 | 5 | 4 | ||
| 5 | हावा | ०.५ | 1 | १.५ | 2 | 3 | |||
| 6 | हावा | ०.५ | ०.८ | १.५ | 2 | ||||
| 8 | हावा |
| ०.८ | १.२ | |||||
| 10 | हावा |
|
| ०.५ |
काम गर्ने वातावरण आवश्यकताहरू
१. आर्द्रता आवश्यकताहरू ४०%-८०% छन्, कुनै संघनन छैन।
२. पावर ग्रिड आवश्यकताहरू: ३८०V; ५०Hz/६०A।
३. बिजुली आपूर्ति ग्रिडको उतारचढाव: ५%, ग्रिड ग्राउन्ड तारले अन्तर्राष्ट्रिय आवश्यकताहरू पूरा गर्दछ।
४. सहायक ग्यासको साथ काट्ने: सफा, सुख्खा संकुचित हावा र उच्च शुद्धता भएको अक्सिजन (O2) र नाइट्रोजन (N2), शुद्धता ९९.९% भन्दा कम नहुने।
५. स्थापना उपकरण नजिकै कुनै बलियो विद्युत चुम्बकीय हस्तक्षेप हुनु हुँदैन।
६. स्थापना स्थल वरिपरि रेडियो ट्रान्समिटर वा रिले स्टेशनहरू नराख्नुहोस्।
७. पावर ग्राउन्डिङ प्रतिरोध: ≤ ४ ओम। ग्राउन्ड एम्प्लिट्यूड: ५०um भन्दा कम; कम्पन एक्सेलेरेशन: ०.०५ ग्राम भन्दा कम।
८. वरपर धेरै संख्यामा मेसिन उपकरणहरू जस्तै स्ट्याम्पिङबाट बच्नुहोस्।
९. हावाको चाप: ८६-१०६ किलोपा।
१०. उपकरणको ठाउँको आवश्यकता धुवाँरहित र धुलोरहित हुने ग्यारेन्टी गरिएको छ, धातु पालिस गर्ने र पिस्ने जस्ता धुलोयुक्त काम गर्ने वातावरणबाट बच्न।
११. एन्टी-स्टेटिक भुइँ जडान गर्नुपर्छ र शिल्डेड केबल जडान गर्नुपर्छ।
१२. काम गर्ने शीतलन परिसंचरण गर्ने पानीको पानीको गुणस्तर कडाइका साथ आवश्यक छ, र शुद्ध पानी, विआयनीकृत पानी वा आसुत पानी प्रयोग गर्नुपर्छ।




