
Magna tal-Iwweldjar bil-Laser tal-Fibra li tinżamm fl-idejn Fortune Laser






Magna tal-Iwweldjar bil-Laser tal-Fibra li tinżamm fl-idejn Fortune Laser
Parametri Tekniċi tal-Welder bil-Laser li jinżamm fl-idejn Fortune Laser
| Mudell | FL-HW1000 | FL-HW1500 | FL-HW2000 |
| Tip ta' Laser | Laser tal-Fibra 1070nm | ||
| Qawwa Nominali tal-Laser | 1000W | 1500W | 2000W |
| Sistema tat-Tkessiħ | Tkessiħ tal-Ilma | ||
| Mod ta' ħidma | Kontinwu / Modulazzjoni | ||
| Firxa tal-veloċità tal-welder | 0~120 mm/s | ||
| Dijametru tal-Post Fokali | 0.5mm | ||
| Firxa tat-temperatura ambjentali | 15~35 ℃ | ||
| Firxa ta' umdità ambjentali | <70% mingħajr kondensazzjoni | ||
| Ħxuna tal-iwweldjar | 0.5-1.5mm | 0.5-2mm | 0.5-3mm |
| Rekwiżiti tad-distakk tal-iwweldjar | ≤1.2mm | ||
| Vultaġġ Operattiv | AC 220V/50HZ 60HZ/ 380V±5V 50HZ 60HZ 60A | ||
| Dimensjoni tal-Kabinett | 120 * 60 * 120 ċm | ||
| Dimensjoni tal-Pakkett tal-Injam | 154 * 79 * 137 ċm | ||
| Piż | 285KG | ||
| Tul tal-fibra | Standard 10M, l-itwal tul personalizzat huwa 15M | ||
| Applikazzjoni | Iwweldjar u tiswija ta' azzar inossidabbli, azzar tal-karbonju, liga tal-aluminju. | ||
Iwweldjar bil-Lejżer li jinżamm fl-idejn u li jista' jintuża għall-Metalli
| Materjal | Qawwa tal-ħruġ (W) | Penetrazzjoni massima (mm) |
| Azzar inossidabbli | 1000 | 0.5-3 |
| Azzar inossidabbli | 1500 | 0.5-4 |
| Azzar inossidabbli | 2000 | 0.5-5 |
| Azzar tal-karbonju | 1000 | 0.5-2.5 |
| Azzar tal-karbonju | 1500 | 0.5-3.5 |
| Azzar tal-karbonju | 2000 | 0.5-4.5 |
| Liga tal-aluminju | 1000 | 0.5-2.5 |
| Liga tal-aluminju | 1500 | 0.5-3 |
| Liga tal-aluminju | 2000 | 0.5-4 |
| Folja galvanizzata | 1000 | 0.5-1.2 |
| Folja galvanizzata | 1500 | 0.5-1.8 |
| Folja galvanizzata | 2000 | 0.5-2.5 |
Tliet Kuluri għall-Għażliet Tiegħek

Vantaġġi tal-Magna tal-Iwweldjar bil-Laser li tinżamm fl-Idejn
1. Firxa wiesgħa ta' wweldjar:
Ir-ras tal-iwweldjar li tinżamm fl-idejn hija mgħammra b'fibra ottika oriġinali ta' 10M (l-itwal tul personalizzat huwa 15M), li tegħleb il-limitazzjonijiet tal-ispazju tal-bank tax-xogħol, u tista' tiġi wweldjata barra u wweldjar fuq distanzi twal;
2. Konvenjenti u flessibbli għall-użu:
L-iwweldjar bil-lejżer li jinżamm fl-idejn huwa mgħammar b'taljoli mobbli, li huwa komdu biex iżżomm, u jista' jaġġusta l-istazzjon fi kwalunkwe ħin, mingħajr stazzjon b'punt fiss, ħieles u flessibbli, u adattat għal diversi xenarji ta' ambjent tax-xogħol.
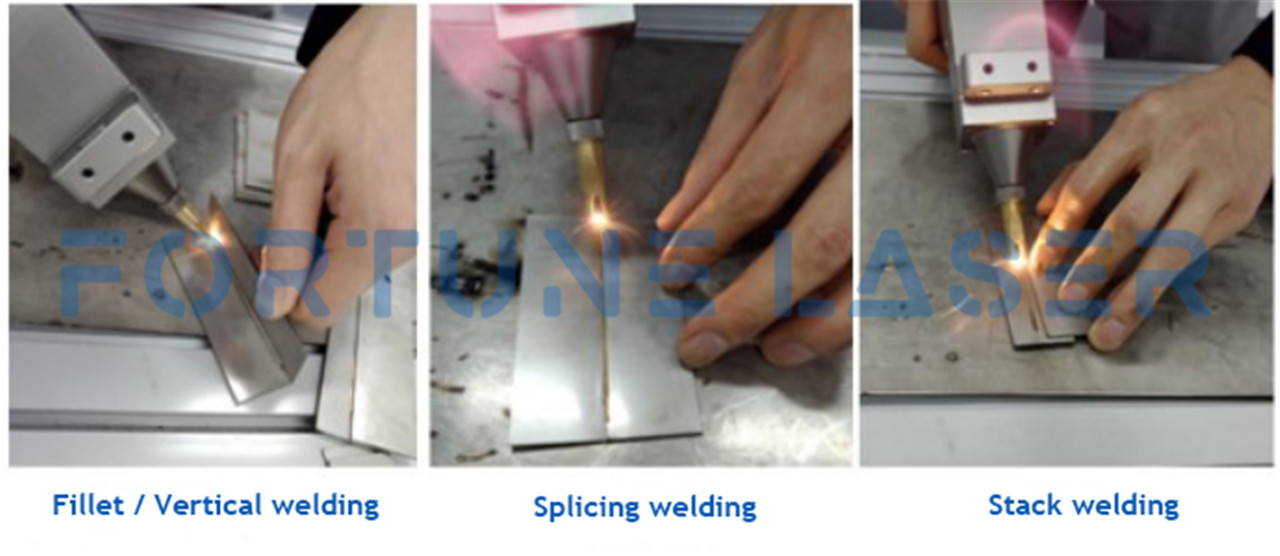
3. Metodi multipli ta' wweldjar:
L-iwweldjar fi kwalunkwe angolu jista' jsir: iwweldjar b'overlap, iwweldjar butt, iwweldjar vertikali, iwweldjar b'filet ċatt, iwweldjar b'filet intern, iwweldjar b'filet estern, eċċ., u jista' jissaldja diversi biċċiet tax-xogħol iwweldjati kumplessi u biċċiet tax-xogħol kbar b'forom irregolari. Iwettaq iwweldjar fi kwalunkwe angolu. Barra minn hekk, jista' wkoll jikkompleta t-tqattigħ, l-iwweldjar u t-tqattigħ jistgħu jinbidlu liberament, sempliċement ibdel iż-żennuna tar-ram tal-iwweldjar għaż-żennuna tar-ram tat-tqattigħ, li huwa konvenjenti ħafna.
4. Effett tajjeb tal-iwweldjar:
L-iwweldjar bil-lejżer bl-idejn huwa wweldjar b'fużjoni termali. Meta mqabbel mal-iwweldjar tradizzjonali, l-iwweldjar bil-lejżer għandu densità ta' enerġija ogħla u jista' jikseb riżultati ta' wweldjar aħjar. Iż-żona tal-iwweldjar għandha ftit influwenza termali, mhix faċli biex tiġi deformata, sewda, u għandha traċċi fuq wara. Il-fond tal-iwweldjar huwa kbir, it-tidwib huwa suffiċjenti, u huwa sod u affidabbli, u s-saħħa tal-iwweldjar tilħaq jew taqbeż il-metall bażi nnifsu, li ma jistax jiġi garantit minn magni tal-iwweldjar ordinarji.

5. Il-ħjata tal-iwweldjar m'għandhiex għalfejn tiġi illustrata.
Wara l-iwweldjar tradizzjonali, il-punt tal-iwweldjar jeħtieġ li jiġi llustrat biex jiġi żgurat li jkun lixx u mhux aħrax. L-iwweldjar bil-lejżer bl-idejn jirrifletti b'mod preċiż aktar vantaġġi fl-effett tal-ipproċessar: iwweldjar kontinwu, lixx u mingħajr qxur tal-ħut, sabiħ u mingħajr ċikatriċi, u inqas proċeduri ta' llustrar ta' segwitu.
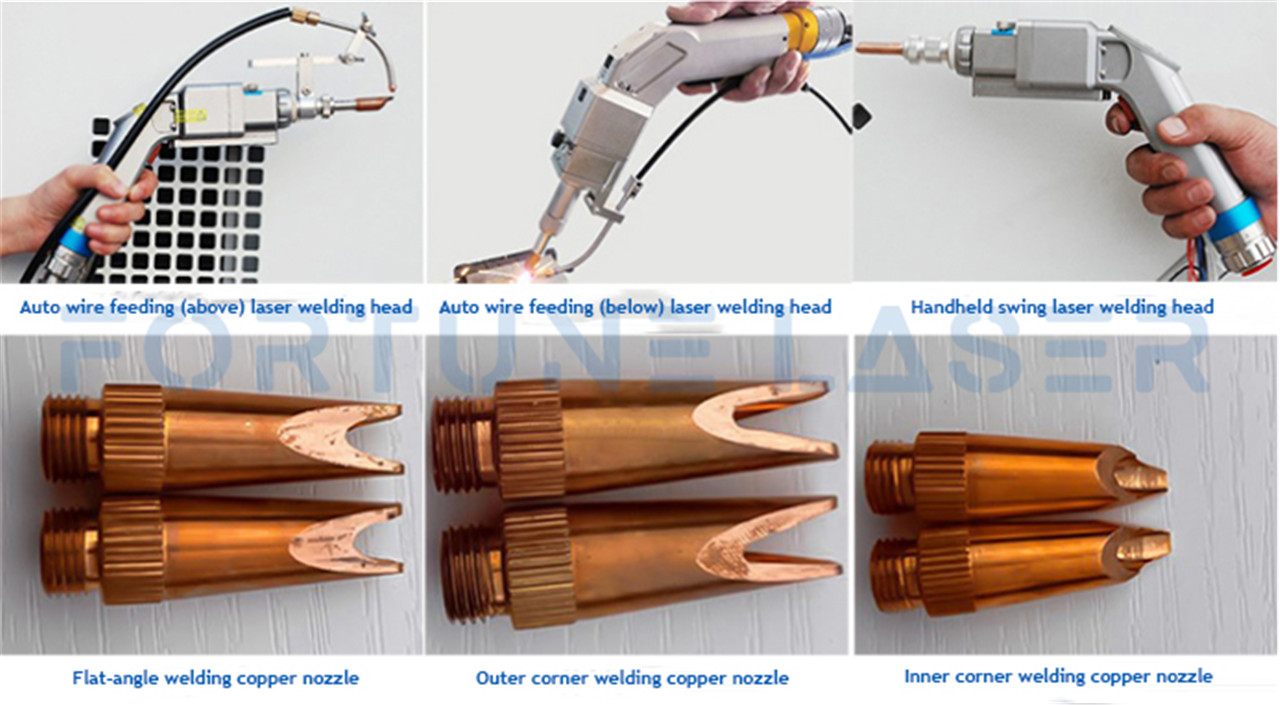
6. Iwweldjar bialimentatriċi awtomatika tal-wajer.
Fl-impressjoni ta' ħafna nies, l-operazzjoni tal-iwweldjar hija "nuċċalijiet tax-xellug, wajer tal-iwweldjar bil-morsa tal-lemin". Iżda bil-magna tal-iwweldjar bil-lejżer li tinżamm fl-idejn, l-iwweldjar jista' jitlesta faċilment, u dan inaqqas l-ispiża tal-materjal fil-produzzjoni u l-ipproċessar.
7. Aktar sikur għaloperatur.
B'ħafna allarmi ta' sigurtà, il-ponta tal-iwweldjar tkun effettiva biss meta s-swiċċ tintmess meta tmiss il-metall, u d-dawl jissakkar awtomatikament wara li titneħħa l-biċċa tax-xogħol, u s-swiċċ tat-touch għandu sensing tat-temperatura tal-ġisem. Is-sigurtà hija għolja biex tiżgura s-sigurtà tal-operatur waqt ix-xogħol.
8. Iffranka l-ispiża tax-xogħol.
Meta mqabbel mal-iwweldjar bl-ark, l-ispiża tal-ipproċessar tista' titnaqqas b'madwar 30%. L-operazzjoni hija sempliċi, faċli biex titgħallem, u malajr biex tibda. Il-limitu tekniku tal-operaturi mhuwiex għoli. Il-ħaddiema ordinarji jistgħu jibdew il-kariga tagħhom wara taħriġ qasir, li jista' faċilment jikseb riżultati ta' wweldjar ta' kwalità għolja.
9. Faċli biex taqleb minn metodi tradizzjonali ta' wweldjar għal iwweldjar bil-lejżer tal-fibra.
Tista' titgħallem kif tuża l-magna tal-iwweldjar bil-lejżer tal-fibra Fortune Laser fi ftit sigħat, u mingħajr uġigħ ta' ras biex tfittex esperti tal-iwweldjar, mingħajr ma tinkwieta dwar l-iskeda stretta tal-kunsinna. Barra minn hekk, b'din it-teknoloġija u l-investiment ġodda, tkun pass 'il quddiem mis-suq u tħaddan marġini ta' profitt akbar mill-metodi tradizzjonali tal-iwweldjar.
Oqsma ta' Applikazzjoni ta' Magni tal-Iwweldjar bil-Laser li Jinġarru fl-Idejn
Il-welder tal-lejżer li jinżamm fl-idejn huwa prinċipalment għal folji tal-metall ta' daqs kbir u medju, kabinetti, xażi, gwarniċi tal-bibien u tat-twieqi tal-liga tal-aluminju, sinkijiet tal-ħasil tal-istainless steel u biċċiet tax-xogħol kbar oħra, bħal angolu rett ta' ġewwa, angolu rett ta' barra, iwweldjar ċatt, żona żgħira affettwata mis-sħana waqt l-iwweldjar, deformazzjoni żgħira, u fond tal-iwweldjar Iwweldjar kbir u qawwi.
Magni tal-iwweldjar bil-lejżer li jinżammu fl-idejn Fortune Laser jintużaw ħafna fil-proċessi tal-iwweldjar ikkumplikati u irregolari tal-industrija tal-kċina u tal-kamra tal-banju, l-industrija tal-apparat domestiku, l-industrija tar-reklamar, l-industrija tal-moffa, l-industrija tal-prodotti tal-istainless steel, l-industrija tal-inġinerija tal-istainless steel, l-industrija tal-bibien u t-twieqi, l-industrija tal-artiġjanat, l-industrija tal-oġġetti tad-dar, l-industrija tal-għamara, l-industrija tal-partijiet tal-karozzi, eċċ.

Paragun tal-Magna tal-Iwweldjar bil-Laser li tinżamm fl-Idejn u l-Iwweldjar bl-Ark bl-Argon
1. Paragun tal-konsum tal-enerġija:Meta mqabbel mal-iwweldjar bl-ark tradizzjonali, il-magna tal-iwweldjar bil-lejżer li tinżamm fl-idejn tiffranka madwar 80% sa 90% tal-enerġija elettrika, u l-ispiża tal-ipproċessar tista' titnaqqas b'madwar 30%.
2. Paragun tal-effett tal-iwweldjar:L-iwweldjar manwali bil-lejżer jista' jlesti l-iwweldjar ta' azzar differenti u metall differenti. Il-veloċità hija mgħaġġla, id-deformazzjoni hija żgħira, u ż-żona affettwata mis-sħana hija żgħira. Il-ħjata tal-iwweldjar hija sabiħa, lixxa, mingħajr/inqas porożità, u mingħajr tniġġis. Il-magna tal-iwweldjar bil-lejżer li tinżamm fl-idejn tista' tintuża għal partijiet miftuħa żgħar u wweldjar ta' preċiżjoni.
3. Paragun tal-proċess ta' segwitu:Dħul baxx ta' sħana waqt l-iwweldjar bl-idejn bil-lejżer, deformazzjoni żgħira tal-biċċa tax-xogħol, wiċċ sabiħ tal-iwweldjar jista' jinkiseb, l-ebda trattament jew trattament sempliċi biss (skont ir-rekwiżiti tal-effett tal-wiċċ tal-iwweldjar). Il-magna tal-iwweldjar bil-lejżer li tinżamm fl-idejn tista' tnaqqas ħafna l-ispiża tax-xogħol tal-proċess enormi ta' illustrar u livellar.
| Tip | Iwweldjar bl-ark tal-argon | Iwweldjar YAG | ManwalLejżeriwweldjar | |
| Kwalità tal-iwweldjar | Input tas-sħana | Kbir | Żgħir | Żgħir |
|
| Deformazzjoni/qtugħ taħt il-parti tax-xogħol | Kbir | Żgħir | Żgħir |
|
| Iffurmar tal-weldjatura | Disinn ta' qxur tal-ħut | Disinn ta' qxur tal-ħut | Lixx |
|
| Ipproċessar sussegwenti | Pollakk | Pollakk | Xejn |
| Uża l-operazzjoni | Veloċità tal-iwweldjar | Bil-mod | Nofsani | Mgħaġġel |
|
| Diffikultà fl-operazzjoni | Iebes | Faċli | Faċli |
| Protezzjoni u sigurtà ambjentali | Tniġġis ambjentali | Kbir | Żgħir | Żgħir |
|
| Ħsara lill-ġisem | Kbir | Żgħir | Żgħir |
| Spiża tal-welder | Konsumabbli | Virga tal-iwweldjar | Kristall tal-lejżer, lampa tal-kseno | M'hemmx bżonn |
|
| Konsum tal-enerġija | Żgħir | Kbir | Żgħir |
| Żona tal-art tat-tagħmir | Żgħir | Kbir | Żgħir | |
Staqsina għal Prezz Tajjeb Illum!
Prodotti Immobilizzati
-

Magna tat-Tindif u l-Iwweldjar bil-Lejżer 3 f'1 li tinżamm fl-idejn...
-

Fortune Laser 200W Deheb Fidda Ram Ġojjellerija Y...
-

Magna tal-Iwweldjar tal-Mould bil-Lejżer Fortune Laser Awtomatika 300W Yag...
-

Qafas tad-Driegħ tar-Robot Awtomatiku Fortune Laser 6 Assi ...
-

Fortune Laser Mini 1000W/1500W/2000W/3000W Fibe...
-

Magna tal-Iwweldjar bil-Laser tal-Fibra Robotika









