Fortune Laser 3W 5W UV lāzera marķēšanas iekārta




Fortune Laser 3W 5W UV lāzera marķēšanas iekārta
UV marķēšanas iekārtas pamatprincipi
Mūsdienu precīzās apstrādes jomā, jo tradicionālālāzera marķēšanas mašīnaIzmantojot lāzera termiskās apstrādes tehnoloģiju, smalkuma attīstība ir ierobežota, un ultravioletā lāzera marķēšanas iekārtas parādīšanās pārtrauc šo strupceļu, izmantojot sava veida aukstās apstrādes procesu, apstrādes procesu sauc par "fotoetiķa" efektu, "aukstās apstrādes" (ultravioletā starojuma) fotoni ar lielu slodzes enerģiju var pārtraukt ķīmiskās saites materiālā vai apkārtējā vidē, kā rezultātā materiāls tiek bojāts netermiskā procesā, un iekšējais slānis un tā tuvumā nerada karsēšanu vai termisku deformāciju, un galīgajam apstrādātajam materiālam ir gludas malas un ārkārtīgi zema karbonizācija, tāpēc smalkums un termiskā ietekme ir samazināta līdz minimumam, kas ir liels solis uz priekšu lāzertehnoloģijā.
Ultravioletā lāzera apstrādes reakcijas mehānisms tiek realizēts ar fotoķīmisko ablāciju, tas ir, izmantojot lāzera enerģiju, lai pārtrauktu saiti starp atomiem vai molekulām, liekot tiem gazificēties un iztvaikot kā mazām molekulām. Fokusētais punkts ir ārkārtīgi mazs, un apstrādes termiski ietekmētā zona ir ļoti maza, tāpēc to var izmantot īpaši smalkai marķēšanai un īpašu materiālu marķēšanai.
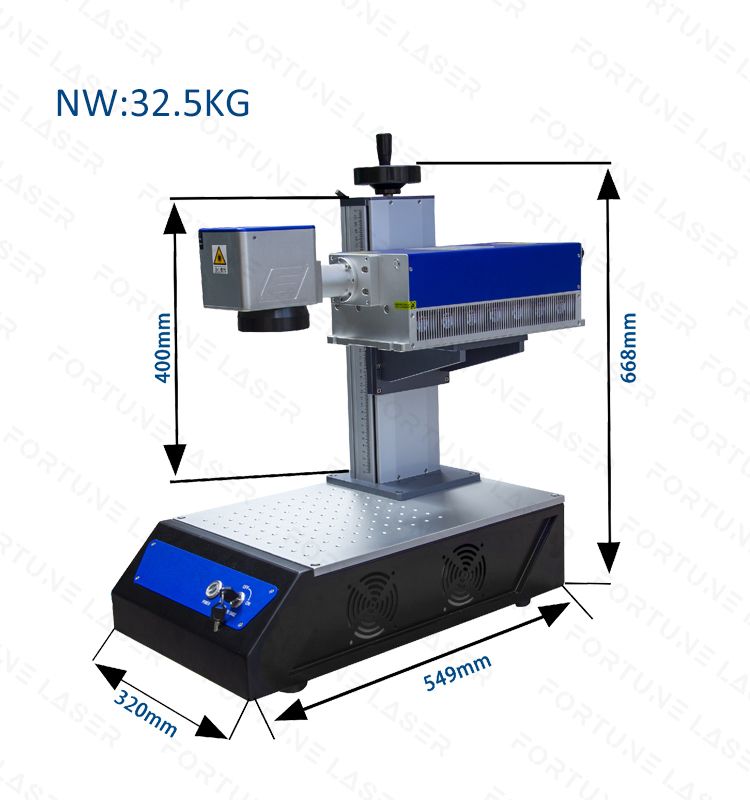
3W 5W lāzera marķēšanas iekārtas raksturojums:

Fortune Laser automātiskās lāzera metināšanas iekārtas tehniskie parametri
| Modelis | FL-UV3 | FL-UV5 |
| Lāzera jauda | 3W | 5W |
| Dzesēšanas ceļš | Gaisa dzesēšana | |
| Lāzera viļņa garums | 355 nm | |
| Izejas jauda | >3 W pie 30 kHz | >5 W pie 40 KHz |
| Maksimālā impulsa enerģija | 0,1 mJ pie 30 kHz | 0,12 mJ @ 40 kHz |
| Impulsa atkārtošanās biežums | 1–150 kHz | 1–150 kHz |
| Impulsa ilgums | <15 ns pie 30 kHz | <18 ns pie 40 kHz |
| Vidējā jaudas stabilitāte | <3% | <3% |
| Polarizācijas koeficients | >100:1 horizontāli | >100:1 horizontāli |
| Stara apļveida kustība | >90% | >90% |
| Vides prasības | Darba temperatūra: 18°-26°, Mitrums: 30% - 85%. | |
| Vadības plate un programmatūra | JCZ EZcad2 | |