
경제적인 금속 파이버 레이저 절단기
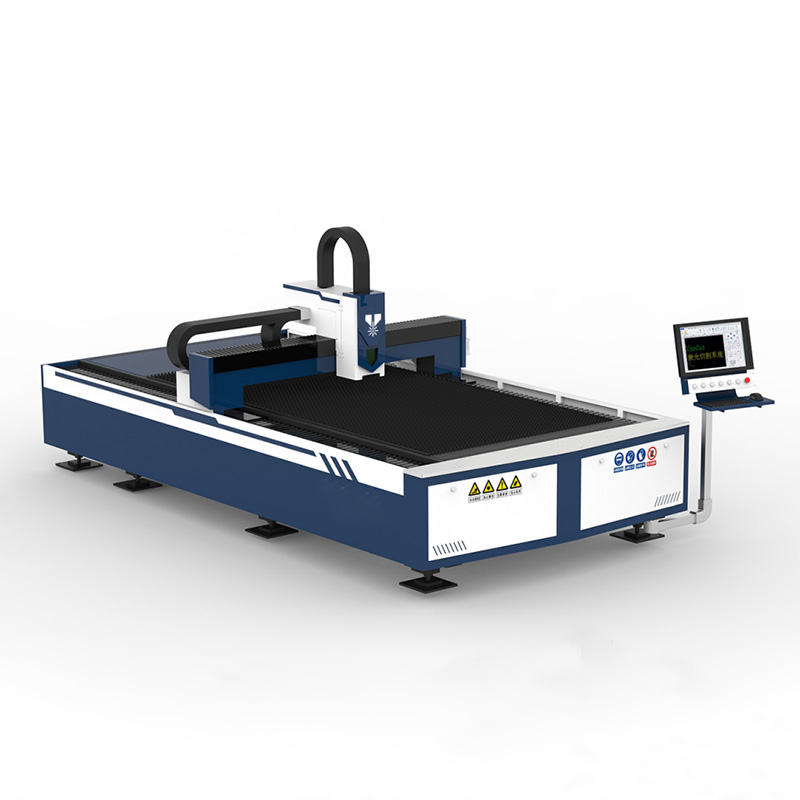
경제적인 금속 파이버 레이저 절단기
금속 레이저 절단기 캐릭터
●서보 듀얼 드라이브 갠트리 구조:브리지 갠트리 구조 레이저 기계, 랙 레일 구동, 중앙 윤활 장치를 사용하며 유지 보수가 쉽습니다.
●P실용적인 그리고 안정적: 강화된 용접기 베드, 고온 템퍼링 처리 진동으로 응력을 제거합니다. 공작 기계 변형은 ±0.02mm로 제어할 수 있습니다.
●조작은 간단합니다: 23,000명 이상의 사용자가 이 전문 CNC 절단 시스템을 사용하고 있습니다. 이 운영 시스템은 절단 품질을 보장하기 위해 레이저 출력 조절 기능을 갖추고 있습니다.
●산업 미학 디자인: 유럽과 미국에서의 수출 기준이 우수하고, 미적인 디자인이 특징으로 글로벌 시장에서 환영을 받고 있습니다.
●고품질 절단:고정밀 충돌 방지 전문 레이저 절단 헤드는 작업물과 프로젝트에 대한 최상의 절단 효과를 보장합니다.
●효율적인 소재:금속판 절단의 표준 사양에 사용되어 시간과 비용을 절약합니다.
●파이버 레이저: Maxphotonics 파이버 레이저 소스를 사용하세요(다른 브랜드 레이저는 옵션입니다). 안정적이고 신뢰할 수 있는 전력, 성능이 보장됩니다.
| 기계 구성 | |
| 모델 | 파이버 레이저 절단기 FL-S 시리즈 |
| 작업 영역 | 3000mm*1500mm |
| 레이저 소스 | 최대 1000W |
| CNC 절단 시스템 | Cypcut 1000 운영 체제 |
| 레이저 헤드 | OSPRI 수동 초점 |
| 머신 베드 | 포춘 레이저 |
| X/Y축 기어 랙 | 포춘 레이저 |
| 정밀 선형 가이드 | 라우스트 |
| 모터 드라이브 | 일본 야스카와 서보 모터(X750W/Y750W/Z400W) |
| 전자 부품 | 프랑스 슈나이더 |
| 감속기 시스템 | 필리핀 |
| 공압 부품 | 일본 SMC |
| 머신 베드 액세서리 | 포춘 레이저 |
| 물 냉각기 | 한리 |
| 폐기물 재활용 장비 | 포춘 레이저 |
참고: 이 기계 구성은 참고용이며, 고객님의 요구 사항과 예산에 따라 기계의 각 부분에 대한 다양한 브랜드를 선택하실 수 있습니다. 자세한 내용은 언제든지 문의해 주세요.







기계 매개변수
| 모델 | FL-S2015 | FL-S3015 | FL-S4020 | FL-S6020 |
| 작업 영역(L*W) | 2000*1500mm | 3000*1500mm | 4000*2000mm | 6000*2000mm |
| X/Y 축 위치 정확도 | ±0.03mm/1000mm | ±0.03mm/1000mm | ±0.03mm/1000mm | ±0.03mm/1000mm |
| X/Y 축 반복 위치 정확도 | ±0.02mm | ±0.02mm | ±0.02mm | ±0.02mm |
| 최대 이동 속도 | 80000mm/분 | 80000mm/분 | 80000mm/분 | 80000mm/분 |
| 최대 가속도 | 1.2g | 1.2g | 1.2g | 1.2g |
| 최대 적재 중량 | 600kg | 800kg | 1200kg | 1500kg |
| 전원 공급 장치 | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz |
| 레이저 소스 전원(옵션) | 1kW/1.5kW/2kW/2.5kW/3kW/4kW/6kW/8kW/10kW/12kW/15kW/20kW | |||
응용 프로그램
스테인리스강, 탄소강, 합금강, 실리콘강, 아연도금강판, 니켈-티타늄 합금, 인코넬, 티타늄 합금 등의 금속판 가공에 적합합니다.
샘플 디스플레이








최대 레이저 소스 절단 공정 매개변수
| 참고 1: 절단 데이터의 1000W~1500W 레이저 출력 파이버의 코어 직경은 50마이크론입니다. 2000~4000W 출력 파이버의 코어 직경은 100마이크론입니다. | |||||||||
| 참고 2: 이 절단 데이터는 Raytools 절단 헤드, 콜리메이션/초점 렌즈 초점 거리: 100mm/125mm를 채택합니다. | |||||||||
| 참고 3: 다양한 고객이 채택한 장비 구성 및 절삭 공정(공작기계, 수냉, 환경, 절삭 노즐 및 가스 압력)이 다르므로 이 데이터는 단지 참고용입니다. | |||||||||
| M재료 | 두께(mm) | G유형으로 | 1000와트 | 1500와트 | 2000와트 | 2500와트 | 3000와트 | 4000와트 | 6000와트 |
| 속도(m/분) | 속도(m/분) | 속도(mmin) | 속도(m/분) | 속도(m/분) | 속도(m/분) | 속도(m/분) | |||
| 스테인리스 스틸 | 1 | N2 | 20~24 | 28~32 | 38 | 30 | 50 | 42~43 | 70~75 |
| 2 | N2 | 5.4 | 7.5 | 12 | 10 | 13 | 19~20 | 25~30 | |
| 3 | N2 | 2.2 | 4 | 7 | 6 | 8 | 11~12 | 12~15 | |
| 4 | N2 | 1.2 | 2 | 4 | 4 | 5 | 6.5~7.5 | 7.5~9 | |
| 5 | N2 |
| 1.1 | 2 | 2.5 | 2.5 | 4~5 | 6~7.5 | |
| 6 | N2 |
| 0.8 | 1.5 | 1.5 | 1.5 | 2~3 | 5~6.5 | |
| 8 | N2 |
|
| 0.8 | 0.7 | 1 | 1.5~2 | 3.5~4.5 | |
| 10 | N2 |
|
| 0.5 | 0.5 | 0.8 | 1 | 2.1 | |
| 12 | N2 |
|
|
|
| 0.5 | 0.8 | 1.1 | |
| 14 | N2 |
|
|
|
|
|
| 0.9 | |
| M재료 | 두께(mm) | G유형으로 | 1000와트 | 1500와트 | 2000와트 | 2500와트 | 3000와트 | 4000와트 | 6000와트 |
| 속도(m/분) | 속도(m/분) | 속도(mmin) | 속도(m/분) | 속도(m/분) | 속도(m/분) | 속도(m/분) |
| 탄소강 | 1 | 공기 | 9~12 | 27~30 | 27~30 | 30 | 50 | 43 | 70~75 |
| 2 | 공기 | 6~8 | 8~10 | 10~12 | 12 | 13 | 20 | 25~30 | |
| 3 | O2 | 3 | 3 | 3 | 4 | 4.5 | 4.5 | 4.5 | |
| 4 | O2 | 2 | 2.5 | 3.1 | 3.3 | 3.5 | 3.8 | 3.8 | |
| 5 | O2 | 1.6 | 2 | 2.5~3 | 2.5 | 3 | 3.5 | 3.7 | |
| 6 | O2 | 1.4 | 1.8 | 2.2 | 2.3 | 2.5 | 2.8 | 3.3 | |
| 8 | O2 | 1.1 | 1.3 | 1.5 | 1.5 | 2 | 2.3 | 2.8 | |
| 10 | O2 | 0.9 | 1.1 | 1 | 1.2 | 1.4 | 1.8 | 2.1 | |
| 12 | O2 | 0.7 | 0.9 | 0.8 | 1 | 1.1 | 1.5 | 1.6 | |
| 14 | O2 | 0.6 | 0.7 | 0.8 | 0.9 | 1 | 0.95 | ||
| 16 | O2 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 0.85 | ||
| 18 | O2 | 0.5 | 0.6 | 0.7 | 0.8 | 0.75 | |||
| 20 | O2 | 0.4 | 0.5 | 0.6 | 0.7 | 0.65 | |||
| 22 | O2 | 0.4 | 0.5 | 0.5 | 0.5 | ||||
| 알류미늄 | 1 | 공기 | 12~13 | 15 | 17~18 | 29 | 45 | 35~37 | 70~75 |
| 2 | 공기 | 4~4.5 | 6 | 7.5 | 8.5 | 11 | 15 | 25~30 | |
| 3 | 공기 | 1~1.5 | 3 | 5 | 5 | 7 | 8~9 | 15 | |
| 4 | 공기 | 0.8~1 | 2 | 3 | 4 | 6 | 10 | ||
| 5 | 공기 | 1 | 1.5 | 3 | 8 | ||||
| 6 | 공기 | 0.6 | 1 | 2 | 5.5 | ||||
| 8 | 공기 | 0.5 | 1 | 2.5 | |||||
| 10 | 공기 | 0.5 | 1.3 | ||||||
| 12 | 공기 | 0.9 | |||||||
| 놋쇠 | 1 | 공기 | 10 | 12 | 15 | 24 | 40 | 30~33 | 65~70 |
| 2 | 공기 | 3 | 5 | 6 | 7.5 | 10 | 13 | 20~25 | |
| 3 | 공기 | 0.5 | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | 공기 | 0.5 | 1.5 | 2 | 3 | 5 | 4 | ||
| 5 | 공기 | 0.5 | 1 | 1.5 | 2 | 3 | |||
| 6 | 공기 | 0.5 | 0.8 | 1.5 | 2 | ||||
| 8 | 공기 |
| 0.8 | 1.2 | |||||
| 10 | 공기 |
|
| 0.5 |
작업 환경 요구 사항
1. 습도 요구 사항은 40%-80%이며 결로 현상이 없어야 합니다.
2. 전력망 요구 사항: 380V; 50Hz/60A.
3. 전력 공급망 변동: 5%, 전력망 접지선은 국제 요구 사항을 충족합니다.
4. 보조가스 절단 : 깨끗하고 건조한 압축공기와 고순도 산소(O2) 및 질소(N2), 순도 99.9% 이상.
5. 설치장비 근처에는 강한 전자파 간섭이 없어야 합니다.
6. 설치 장소 주변에 무선 송신기나 중계소를 두지 마십시오.
7. 전원 접지 저항: ≤ 4Ω. 접지 진폭: 50um 이하; 진동 가속도: 0.05g 이하.
8. 주변에 스탬핑 등 공작기계가 다수 있는 곳은 피하세요.
9. 공기압 : 86-106kpa.
10. 장비 공간 요건은 무연, 무먼지가 보장되며, 금속 연마 및 연삭과 같은 먼지가 많은 작업 환경을 피할 수 있습니다.
11. 정전기 방지 바닥을 설치하고 차폐 케이블을 연결해야 합니다.
12. 작동 냉각 순환수의 수질은 엄격히 요구되며, 순수, 탈이온수 또는 증류수를 사용해야 합니다.




