




ლაზერული შედუღებალაზერული დამუშავების მასალების დამუშავების ტექნოლოგიის გამოყენების ერთ-ერთი მნიშვნელოვანი ასპექტია. ის ძირითადად გამოიყენება თხელკედლიანი მასალების შედუღებისა და დაბალი სიჩქარის შედუღებისთვის. შედუღების პროცესი თბოგამტარობის ტიპს მიეკუთვნება, ანუ ლაზერული გამოსხივება ათბობს სამუშაო ნაწილის ზედაპირს და ზედაპირის სითბო თბოგამტარობის გზით შიგნით დიფუზირდება. ლაზერული იმპულსის ისეთი პარამეტრების კონტროლით, როგორიცაა სიგანე, ენერგია, პიკური სიმძლავრე და გამეორების სიხშირე, სამუშაო ნაწილი დნება სპეციფიკური გამდნარი გუბურის შესაქმნელად. უფრო ფართოდ გამოიყენება მანქანათმშენებლობაში, აერონავტიკაში, საავტომობილო ინდუსტრიაში, ფხვნილის მეტალურგიაში, ბიოსამედიცინო მიკროელექტრონიკის ინდუსტრიაში და სხვა სფეროებში.

ახალი ენერგიის მქონე სატრანსპორტო საშუალებების ფეთქებად ზრდასთან ერთად, ელექტრო ბატარეების წარმოების გაფართოებამ ლაზერული შედუღების ზრდა განაპირობა. 2018 წლის მეორე ნახევრიდან ხელის ლაზერული შედუღება თანდათან პოპულარობას იძენს და წლის პირველ ნახევარში ლაზერული შედუღების ბაზარზე ნათელი წერტილი გახდა. ამჟამინდელი ტექნიკური დონისა და გამოყენების სცენარებიდან გამომდინარე...ხელის ლაზერული შედუღება, დიდი ალბათობით, ის ჩაანაცვლებს ტრადიციული TIG შედუღების აპარატის (არგონის რკალური შედუღება) ბაზარს.
ბოლო წლებში,ბოჭკოვანი ლაზერებიდიდი პროგრესი განიცადეს და მათი უპირატესობები ძირითადად მოიცავს: მაღალი ფოტოელექტრული გარდაქმნის სიჩქარეს, სწრაფ სითბოს გაფრქვევას, კარგ მოქნილობას, ძლიერ ჩარევის საწინააღმდეგო უნარს, დაბალ ფასს, ხანგრძლივ სიცოცხლეს, რეგულირების გარეშე, მოვლა-პატრონობის გარეშე, მაღალ სტაბილურობას, მცირე ზომას. თანდათანობით განვითარდა ბოჭკოვანი ლაზერების გამოყენებით ხელის ლაზერული შედუღების მოწყობილობა.
ლაზერული შედუღებასამუშაო ნაწილის აწყობისთვის საჭიროა მაღალი სიზუსტე, ხოლო შედუღების ნაკერი მიდრეკილია დეფექტებისკენ. ამ პრობლემის გადასაჭრელად, დიზაინერი მიმართავს სპეციალურ სიბრტყეზე დამზადებულ ლაზერულ შედუღების მოწყობილობას, რათა შექმნას ხელის ლაზერული შედუღების მოწყობილობა მოძრავი წერტილით. ლაზერი „8“ ან „0“ ტიპის მოძრავი ღერძის ფორმისაა, რაც ამცირებს სამუშაო ნაწილის აწყობის სიზუსტეს და ზრდის შედუღების შეღწევადობას. ოპტიმიზაციისა და გაუმჯობესების სერიის შემდეგ, ამჟამინდელი გავრცელებული ხელის ლაზერული შედუღების მოწყობილობას აქვს 0.5-1.5 კვტ სიმძლავრე, ხოლო მოწყობილობის ზომა და წონა ექვივალენტურია არგონის რკალური შედუღების აპარატებისა, რომლებსაც შეუძლიათ 3 მმ ან ნაკლები სისქის ლითონის ფირფიტების შედუღება. ლაზერული შედუღების სტრუქტურების არასაკმარისი შედუღების სიმტკიცის ნაკლოვანებების გადასაჭრელად, ბოლო წლებში აღჭურვილობის მწარმოებლებმა ინტეგრირება მოახდინეს ავტომატური მავთულის მიწოდების მოწყობილობების ლაზერული შედუღების საფუძველზე და შეიმუშავეს ხელის ლაზერული მავთულის შევსების მოწყობილობა, რომელსაც შეუძლია ავტომატურად კვებავდეს მავთულებს, რაც ძირითადად აკმაყოფილებს 4 მეტრზე ნაკლები სიგრძის თხელი ლითონის ფირფიტების საჭიროებებს. შედუღებას შეუძლია არგონის რკალური შედუღების ჩანაცვლება და გადაჭარბება, მაღალი სიჩქარის, დაბალი სითბოს შეყვანის, მცირე დეფორმაციის, დაბალი ღირებულების გარემოსდაცვითი შედუღების მიღწევით, ხოლო წარმოების ღირებულება უფრო დაბალია, ვიდრე არგონის რკალური შედუღების იგივე პირობებში.

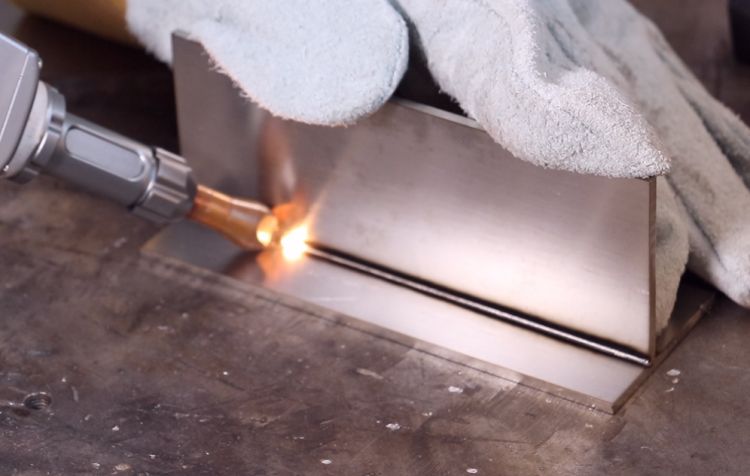
მუშაობისას, შედუღების აპარატის ხელის თავს აქვს სკანირების სიგანე და მისი წერტილის დიამეტრი მცირეა, ამიტომ შედუღებისას ის სკანირდება ერთი წერტილიდან მეორე წერტილში ხაზ-ხაზ, რითაც ქმნის შედუღების მძივს. ტრადიციულ ცივი შედუღების აპარატთან შედარებით, ხელის ლაზერული შედუღების შედუღების სიჩქარე უფრო სწრაფი იქნება და ერთჯერადი შედუღების პროცესი განსაზღვრავს, რომ ის უფრო შესაფერისია გრძელი სწორი ნაკერების მასობრივი შედუღებისთვის.
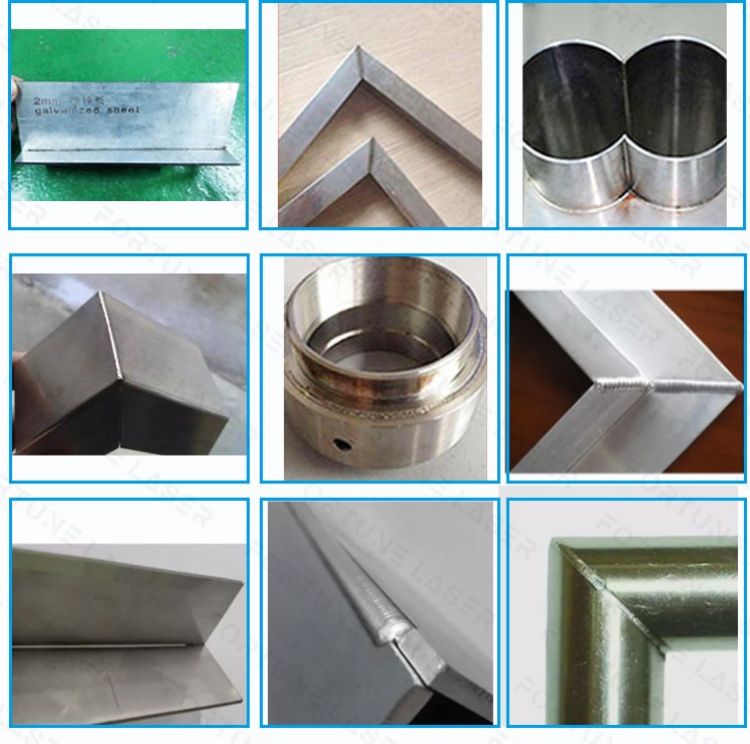
ხელის ლაზერული შედუღების აპარატი მცირე ადგილს იკავებს და, როგორც წესი, აღჭურვილია სხვადასხვა ხელის თავებით. ლითონის ნაწილების სხვადასხვა საჭიროებების მიხედვით, როგორიცაა გარე შედუღება, შიდა შედუღება, მართკუთხა შედუღება, ვიწრო კიდის შედუღება და დიდი წერტილოვანი შედუღება, შესაძლებელია სხვადასხვა ხელის შედუღების თავების შერჩევა. შესადუღებელი პროდუქტები მრავალფეროვანია და პროდუქტის ფორმა უფრო მოქნილია. მცირე მასშტაბის დამუშავებით და არამასშტაბური შედუღებით დაკავებული საწარმოო სახელოსნოებისთვის ხელის ლაზერული შედუღების აპარატები ნამდვილად საუკეთესო არჩევანია.
სხვადასხვა ლითონის მასალას განსხვავებული დნობის წერტილები აქვს: სხვადასხვა ტიპის შედუღების მასალებისთვის შედუღების პარამეტრების დაყენება შედარებით რთულია და შედუღების მასალების თერმოფიზიკური თვისებები ტემპერატურის ცვლილებასთან ერთად განსხვავებულ განსხვავებას აჩვენებს; ლაზერისთვის სხვადასხვა ტიპის მასალების შთანთქმის სიჩქარე ასევე განსხვავდება ტემპერატურის ცვლილებების მიხედვით; შედუღების შეერთების დნობა და სითბოს ზემოქმედების ქვეშ მყოფი უბნის სტრუქტურული ევოლუცია შედუღებული ნივთიერების გამყარების დროს; ხელის ლაზერული შედუღების აპარატის შეერთების დეფექტები, შედუღების მონაწილეობის დაძაბულობა და თერმული დეფორმაცია და ა.შ. მაგრამ ყველაზე მნიშვნელოვანი არის შედუღების მასალების თვისებების სხვაობის გავლენა შედუღების მაკრო და მიკრო თვისებებზე.
რა მასალებს შეუძლიათხელის ლაზერული შედუღების მანქანაშედუღება?
1. უჟანგავი ფოლადი
უჟანგავ ფოლადს აქვს თერმული გაფართოების მაღალი კოეფიციენტი და შედუღების დროს მიდრეკილია გადახურებისკენ. როდესაც სითბოს ზემოქმედების ზონა ოდნავ დიდია, ეს სერიოზულ დეფორმაციულ პრობლემებს იწვევს. თუმცა, ხელის ლაზერული შედუღების აპარატის მიერ შედუღების მთელი პროცესის განმავლობაში გამოყოფილი სითბო დაბალია. უჟანგავი ფოლადის შედარებით დაბალ თბოგამტარობასთან, მაღალი ენერგიის შთანთქმის სიჩქარესთან და დნობის ეფექტურობასთან ერთად, შედუღების შემდეგ შესაძლებელია კარგად ჩამოყალიბებული, გლუვი და ლამაზი შედუღების მიღება.
2. ნახშირბადოვანი ფოლადი
ჩვეულებრივი ნახშირბადოვანი ფოლადის შედუღება შესაძლებელია უშუალოდ ხელით ლაზერული შედუღებით, ეფექტი შედარებადია უჟანგავი ფოლადის შედუღებასთან და თერმული ზემოქმედების ზონა უფრო მცირეა, მაგრამ საშუალო და მაღალი ნახშირბადოვანი ფოლადის შედუღებისას ნარჩენი ტემპერატურა შედარებით მაღალია, ამიტომ შედუღებამდე შედუღება მაინც აუცილებელია. შედუღების შემდეგ წინასწარი გაცხელება და სითბოს შენარჩუნება სტრესის შესამსუბუქებლად და ბზარების თავიდან ასაცილებლად. აქ შეგვიძლია ვისაუბროთ ცივი შედუღების აპარატზე. საშუალო და მაღალი ნახშირბადოვანი ფოლადის შედუღება ან შეკეთება შესაძლებელია დაბალი სიჩქარით ცივი შედუღებით და თუჯის შედუღების მავთულით. ტემპერატურის კონტროლის, ტემპერატურის კონტროლისა და ტემპერატურის კონტროლის თვალსაზრისით, ცივი შედუღების აპარატს შეუძლია ხელით ლაზერული შედუღების უფრო ეფექტური შესწავლა შედუღების შემდეგ ნარჩენ სითბოს მიმართ.
3. ფოლადი
ის შესაფერისია სხვადასხვა ტიპის ყალიბის ფოლადის შესადუღებლად და შედუღების ეფექტი ძალიან კარგია.
4. ალუმინი და ალუმინის შენადნობი
ალუმინი და ალუმინის შენადნობები მაღალი ამრეკლავი თვისებების მქონე მასალებია და შედუღების დროს გამდნარი სითხის აუზი ან ფესვთან შესაძლოა ფორიანობა გაჩნდეს. წინა ლითონის მასალებთან შედარებით, ალუმინს და ალუმინის შენადნობებს პარამეტრების მიმართ უფრო მაღალი მოთხოვნები აქვთ, თუმცა, თუ შერჩეული შედუღების პარამეტრები შესაბამისია, შესაძლებელია ძირითადი ლითონის იგივე მექანიკური თვისებების მქონე შედუღებული ნაკერის მიღება.
5. სპილენძი და სპილენძის შენადნობი
სპილენძის თბოგამტარობა ძალიან მაღალია და შედუღების დროს ადვილად შეიძლება გამოიწვიოს არასრული შეღწევა და ნაწილობრივი შედუღება. როგორც წესი, შედუღების პროცესში სპილენძის მასალა თბება შედუღების პროცესის დასახმარებლად. აქ საუბარია თხელ სპილენძის მასალებზე. ხელის ლაზერული შედუღება პირდაპირ შედუღებას შეუძლია. კონცენტრირებული ენერგიისა და შედუღების სწრაფი სიჩქარის გამო, სპილენძის მაღალი თბოგამტარობა ნაკლებად მოქმედებს შედუღებაზე.
6. შედუღება სხვადასხვა მასალებს შორის
ხელის ლაზერული შედუღების აპარატით შესაძლებელია სხვადასხვა განსხვავებული ლითონების დამუშავება, როგორიცაა სპილენძ-ნიკელი, ნიკელ-ტიტანი, სპილენძ-ტიტანი, ტიტან-მოლიბდენი, თითბერი-სპილენძი, დაბალნახშირბადიანი ფოლადი-სპილენძი და სხვა განსხვავებული ლითონები. ლაზერული შედუღება შესაძლებელია ნებისმიერ პირობებში (აირი ან ტემპერატურა).
ხელის ლაზერული შედუღების აპარატი ამჟამად შედუღების ინდუსტრიაში ფართოდ გამოყენებადი პროდუქტია, ძირითადად იმიტომ, რომ მიუხედავად იმისა, რომ ეს აღჭურვილობა უფრო ძვირი გამოიყურება, მას შეუძლია შრომის ხარჯების დაზოგვა. შემდუღებლების შრომის ღირებულება შედარებით ძვირია. ამ პროდუქტის გამოყენება წყვეტს შემდუღებლების ძვირადღირებული და რთული დაქირავების პრობლემას. გარდა ამისა, ხელის ლაზერული შედუღების აპარატმა ათასობით მომხმარებლის ერთსულოვანი მოწონება დაიმსახურა მისი ხანგრძლივი მომსახურების ვადისა და დაბალი ენერგომოხმარების გამო.
თუ გსურთ მეტი გაიგოთ ლაზერული წმენდის შესახებ, ან გსურთ შეიძინოთ თქვენთვის საუკეთესო ლაზერული წმენდის აპარატი, გთხოვთ, დატოვოთ შეტყობინება ჩვენს ვებსაიტზე და პირდაპირ მოგვწეროთ ელ. ფოსტით!
გამოქვეყნების დრო: დეკემბერი-03-2022



