




レーザー切断における一般的な技術的問題点を理解することは、フラストレーションから完璧な実行へと至る第一歩です。レーザーカッター精密加工の傑作であるにもかかわらず、どの作業者も一度は失望を味わったことがあるでしょう。完璧なデザインが、ギザギザの縁、不完全な切断、焦げ跡などで台無しになってしまうのです。これはよくあることですが、幸いなことに、ほとんどの問題は解決可能です。
重要なのは、技術者のように考え、プロのように切断することです。切断エラーはすべて、機械の設定、繊細な光学系、あるいは機械部品など、根本原因を示す兆候です。このガイドでは、最も頻繁に発生する原因から順に、これらの問題を迅速に診断し解決するための体系的な枠組みを提供します。
初期対応:よくある切断品質の欠陥を修正する
加工結果が思わしくないとお困りですか?レーザー切断の品質向上をお考えなら、まず最初に機械の基本設定を確認すべきです。これらの要素は、レーザー切断の品質に最も大きな影響を与える可能性があります。
症状:切断不良、スラグ、バリ、または粗いエッジ
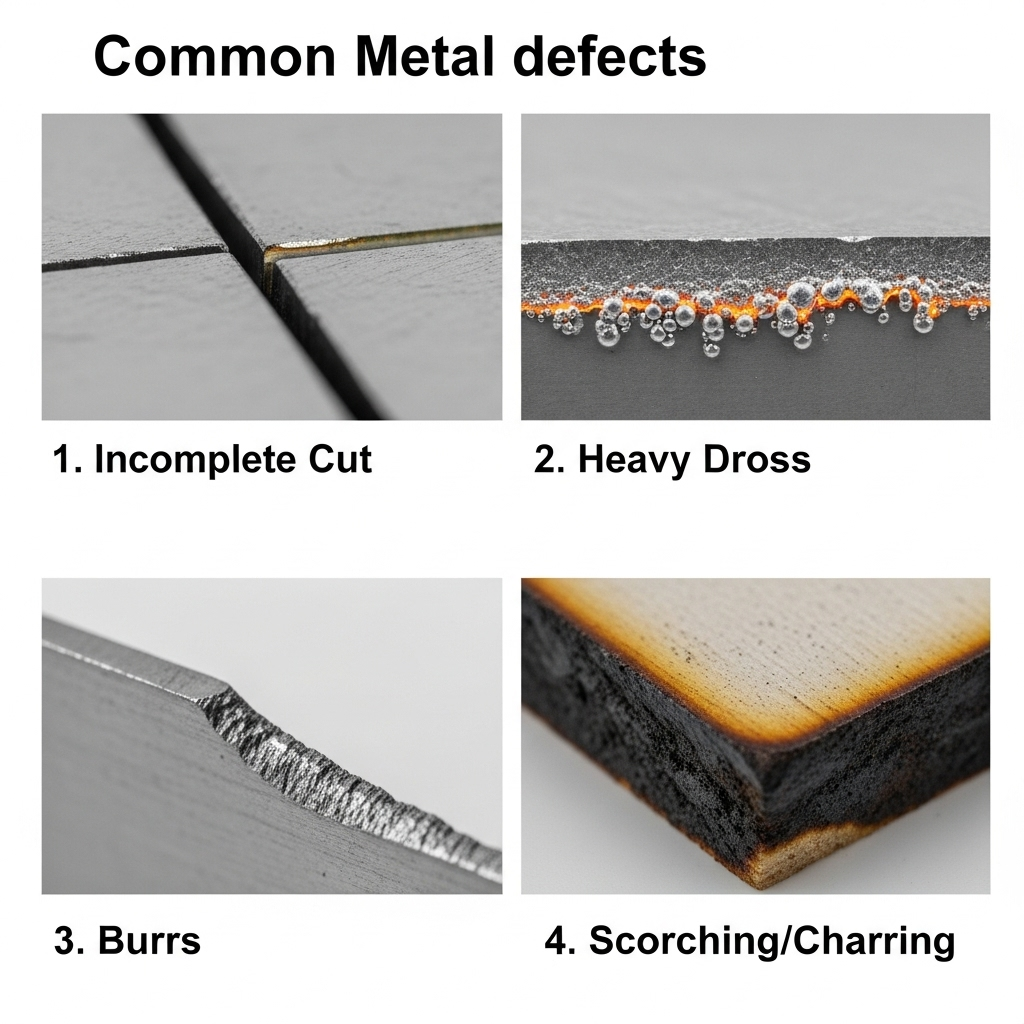 これらは最もよくある苦情であり、ほぼ例外なく主要なプロセスパラメータの不均衡に起因しています。機械を分解する前に、これらを確認してください。4もの:
これらは最もよくある苦情であり、ほぼ例外なく主要なプロセスパラメータの不均衡に起因しています。機械を分解する前に、これらを確認してください。4もの:
1.レーザー出力と切断速度:この2つは連動して機能します。出力レベルに対して速度が速すぎると、レーザーは切断できません。逆に速度が遅すぎると、過剰な熱が発生し、溶融、バリ、粗い切断面の原因となります。使用する材料と厚さに合わせて、「最適な速度」を見つけてください。
2.焦点位置:これは非常に重要です。焦点が合っていないビームはエネルギーを拡散させ、切断幅が広く、切断強度も弱くなります。最もきれいな切断結果を得るためには、ビームが材料の表面、もしくは表面のすぐ下に完全に焦点を合わせていることを確認してください。
3.補助ガス圧力:アシストガス(酸素や窒素など)は、切断経路から溶融物を除去するだけでなく、他にも様々な役割を果たします。圧力が低すぎると、ドロスが下端に付着してしまいます。逆に圧力が高すぎると、乱流が発生し、切断面が粗く波打つような状態になることがあります。
4.ノズルの状態とサイズ:ノズルはアシストガスを切断箇所に送り込みます。ノズルが損傷したり、汚れていたり、詰まっていたりすると、ガスの噴射が乱れ、切断品質が低下します。同様に、作業に対して開口部が大きすぎるノズルを使用すると、圧力が低下し、問題が発生する可能性があります。ノズルは毎日目視で点検してください。清潔で、中心に位置し、傷や飛沫がないことを確認してください。
これらの「ビッグ」を調整する場合4「」だけでは問題は解決しません。問題は機械的なものかもしれません。例えば、摩耗したベルトやベアリングによる振動などです。
2番目トラブルシューティング:システム全体の障害
問題は切断品質ではなく、機械自体が全く作動しないことにある場合もあります。慌てる前に、この簡単な安全およびシステムチェックリストを確認してください。
症状:機械の電源が入らない、またはレーザーが発射されない
このような場合、解決策は驚くほどシンプルで、機械に内蔵されている安全機能に関連していることが多い。
緊急停止スイッチを確認してください。ボタンは押されていますか?これが、機械が動かなくなる最も一般的な原因です。
安全インターロックを確認してください:すべてのアクセスパネルとメインの蓋は完全に閉まっていますか?ほとんどの機械には、いずれかのドアが少しでも開いているとレーザーが発射されないセンサーが搭載されています。
冷却システムを点検してください。水冷装置は作動していますか?水は流れていますか?レーザー管は非常に高温になるため、損傷を防ぐために冷却装置が作動していないと発射されません。
ヒューズとブレーカーを確認してください。作業場の配電盤または機械本体で、ブレーカーが作動していないか、ヒューズが切れていないか確認してください。
徹底分析:根本原因分析チェックリスト
応急処置で解決しない場合は、さらに深く掘り下げて調査する必要があります。各マシンサブシステムを体系的にチェックすることで、根本原因を特定するのに役立ちます。
問題は光路にあるのでしょうか?
レーザー光線の性能は、その経路によって決まる。
一般的な光学的な欠陥:フォーカスレンズやミラーに汚れや傷があると、光量低下の大きな原因となります。埃、煙、樹脂などが表面に付着し、光線を遮ったり散乱させたりします。光線がずれるとレンズの中心に届かず、弱く角度のついたカットになってしまいます。
解決:定期的にすべての光学部品を点検し、適切なレンズワイプで清掃してください。ビームアライメントチェックを行い、ビームがチューブから対象物まで正確に照射されていることを確認してください。
問題は機械系統にあるのでしょうか?
レーザーヘッドは精密なモーションシステムで動作します。このシステムのわずかなずれや誤差も、切断精度に直接影響します。
よくある動作上の欠陥:ベルトの緩み、ベアリングの摩耗、ガイドレール上の異物などは振動を引き起こし、線が波打ったり、寸法精度が低下したりする原因となります。
解決:定期的にすべての可動部品を点検してください。ガイドレールは、メーカーの仕様に従って清潔に保ち、潤滑油を塗布してください。ベルトの張力を確認してください。ベルトはしっかりと張っている必要がありますが、締めすぎないようにしてください。
問題は材料固有のものですか?
異なる材料は、レーザー照射下で異なる挙動を示す。
課題:ステンレス鋼(酸化):ステンレス鋼を酸素で切断すると、切断面が黒く酸化することがあります。
解決:高純度窒素アシストガスを使用して、酸化物のないきれいなエッジを作成します。
課題:反射性金属(アルミニウム、銅):光沢のある素材はレーザー光を反射して装置内部に戻してしまう可能性があり、光学系を損傷する恐れがある。
解決:エネルギーを確実に吸収するためには、より高い出力とパルスモードを使用してください。一部の事業者は、反射防止コーティングや表面処理を施しています。
修理を超えて:レーザーカッターをアップグレードするタイミング
修理費用がかさむ、技術が時代遅れになる、あるいは新たな生産ニーズが出てくるなど、状況によっては、修理をやめてアップグレードする時期が来たことが明らかになる場合があります。生産能力の向上、精度の向上、あるいは新しい素材の切断を検討しているなら、新しいレーザーカッターへの投資が次の論理的なステップとなるかもしれません。
レーザーカッターマシンの価格を理解する
レーザーカッターの価格を検索すると、非常に幅広い価格帯が見つかります。最終的な価格は、性能と機能に直接影響を与えるいくつかの重要な要素によって決まります。
| 要素 | 価格への影響 | 説明 |
| 電力(ワット) | 高い | 1500Wの機械は薄板から中厚板の鋼材に対応できるが、厚板鋼板を高速で量産切断するには4000W、6000Wの機械が必要となる。価格は出力に比例して大幅に上昇する。 |
| 種類とサイズ | 高い | 主な違いは、CO₂レーザー(アクリルや木材などの非金属加工に最適)とファイバーレーザー(金属切断で主流)の違いです。さらに、切断ベッドのサイズも価格を大きく左右する要因となります。 |
| レーザー光源 | 中くらい | レーザー共振器(レーザー光を生成する部分)のブランドは非常に重要です。IPGやRaycusといった高級ブランドは、効率が高く、ビーム品質が良く、寿命も長いですが、初期費用が高くなります。 |
最善の解決策:積極的な予防保守スケジュール
問題を解決する最善の方法は、そもそも問題が発生しないようにすることです。シンプルなメンテナンスルーチンこそが、機械の信頼性と高品質な結果を確保する最も効果的な方法です。
日常メンテナンス(5分以内)
ノズル先端部を点検し、清掃してください。
フォーカスレンズを目視で点検し、清掃してください。
週次メンテナンス
光路上のすべてのミラーを清掃してください。
ウォーターチラーの水位を確認し、汚染がないか調べてください。
切断台の板を拭いて残留物を取り除いてください。
月額メンテナンス
取扱説明書に従って、すべてのガイドレールと機械ベアリングに潤滑油を塗布してください。
すべてのベルトについて、適切な張力と摩耗の兆候がないか点検してください。
機械内部の排気ファンとダクトを清掃してください。
結論:体系的なケアによる信頼性
レーザー切断に関する問題のほとんどは、謎めいたものではありません。それらは解決可能な問題であり、特定の原因を突き止めることができます。設定、光学系、そして機械部品の順に確認していくという体系的なトラブルシューティング方法を採用することで、日々の切断作業における悩みの大部分を解決できます。
結局のところ、予防的な対策は事後的な修理よりも常に優れており、費用も安く済みます。一貫した予防保守スケジュールこそが、機械の信頼性と毎回完璧な切断を実現するための真の秘訣です。
複雑な修理、解決しない問題、または新しい機器への投資に関するアドバイスが必要な場合は、信頼できるサービスプロバイダーに遠慮なく連絡して専門的なサポートを受けてください。
よくある質問(FAQ)
Q:レーザー出力が不安定になる原因は何ですか?
A:出力が不安定な場合は、レーザー管の故障、フォーカスレンズの汚れや損傷、または高電圧電源の不具合が考えられます。また、冷却水装置が安定した温度を維持しているかどうかも確認してください。
Q:レーザーのレンズとミラーはどのくらいの頻度で清掃すればよいですか?
A:頻繁に使用する場合は、フォーカスレンズを毎日簡単に点検・清掃することをお勧めします。すべてのミラーは週に一度、完全に清掃してください。木材やアクリルなど、煙や残留物が多く発生する素材を切断する場合は、より頻繁に清掃する必要があるかもしれません。
Q:レーザーで切断してはいけない素材は何ですか?
A:PVCやビニールなど、塩素を含む素材は絶対に切断しないでください。加熱すると、非常に腐食性の高い有毒な塩素ガスが発生し、機械の光学系や機構に永久的な損傷を与えるだけでなく、健康にも有害です。組成が不明な素材は避けてください。

投稿日時:2025年8月4日



