




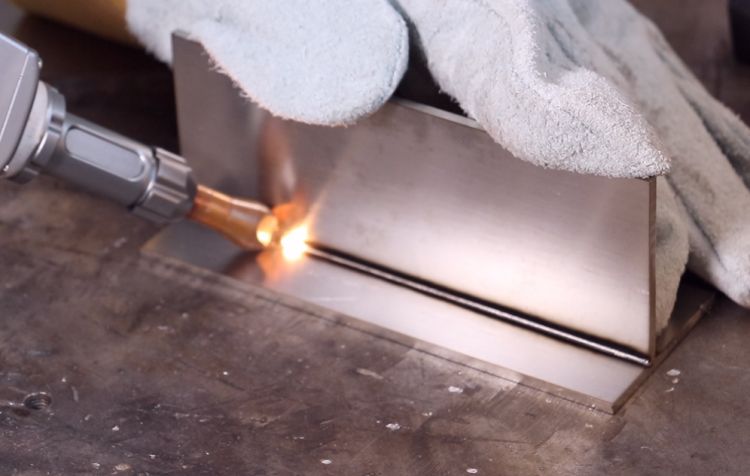
レーザー溶接レーザー加工は、材料加工技術の応用における重要な側面の一つです。主に薄肉材料の溶接や低速溶接に用いられます。この溶接プロセスは熱伝導型に属し、レーザー照射によってワーク表面が加熱され、表面熱が熱伝導によって内部に拡散します。レーザーパルスの幅、エネルギー、ピークパワー、繰り返し周波数などのパラメータを制御することで、ワークを溶融させ、特定の溶融池を形成します。機械製造、航空宇宙、自動車産業、粉末冶金、バイオメディカルマイクロエレクトロニクス産業などの分野で広く利用されています。

新エネルギー車の爆発的な成長と動力電池の生産拡大は、レーザー溶接の成長を牽引してきました。2018年後半以降、ハンドヘルドレーザー溶接は徐々に普及し、今年上半期にはレーザー溶接市場の明るい兆しとなりました。現在の技術レベルと応用シナリオにより、ハンドヘルドレーザー溶接従来のTIG溶接機(アルゴンアーク溶接)市場に取って代わる可能性が非常に高いです。
近年では、ファイバーレーザー大きな進歩を遂げており、その主な利点としては、光電変換率が高く、放熱が速く、柔軟性が高く、耐干渉性が強く、コストが低く、寿命が長く、調整不要、メンテナンスフリー、安定性が高く、サイズが小さいことが挙げられます。ファイバーレーザーを使用した手持ち式レーザー溶接装置も徐々に発展してきました。
レーザー溶接ワークピースの組立精度が高く、溶接継ぎ目に欠陥が発生しやすいという問題がありました。この問題を解決するため、設計者は特殊平面レーザー溶接装置を参考に、スイングスポットを備えたハンドヘルドレーザー溶接装置を開発しました。レーザーを「8」型または「0」型のスイングスポットにすることで、ワークピースの組立精度を低下させ、溶接の溶け込みを高めることができます。一連の最適化と改良を経て、現在一般的なハンドヘルドレーザー溶接装置は、出力0.5~1.5kW、装置のサイズと重量はアルゴンアーク溶接機と同等で、3mm以下の金属板を溶接できます。レーザー溶接構造物の溶接強度不足という欠点を解決するため、近年、装置メーカーはレーザー溶接をベースに自動ワイヤ供給装置を統合し、ワイヤを自動供給できるハンドヘルドレーザーワイヤ充填溶接装置を開発しました。これは基本的に4m以下の薄板金属板のニーズを満たしています。この溶接は基本的にアルゴンアーク溶接に取って代わり、それを凌駕し、高速、低入熱、小変形、低コストの環境保護溶接を実現し、同じ条件下ではアルゴンアーク溶接よりも製造コストが低くなります。

作業中、溶接機のハンドヘルドヘッドは走査幅が広く、スポット径が小さいため、溶接時に一点から次の点へと線状に走査し、溶接ビードを形成します。従来の冷間溶接機と比較して、ハンドヘルドレーザー溶接の溶接速度は速く、ワンショット溶接プロセスにより、長い直線シームの大量溶接に適しています。
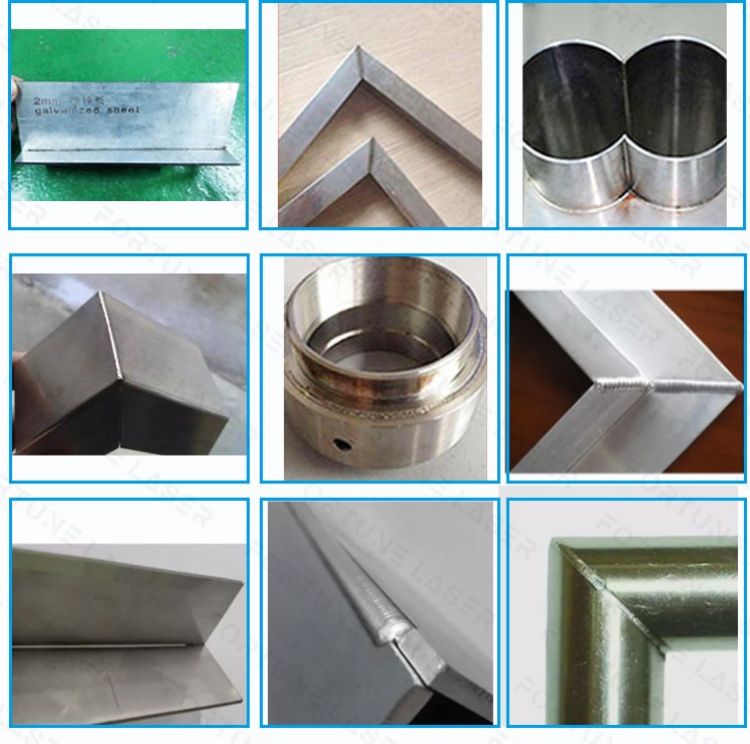
ハンドヘルドレーザー溶接機は設置スペースが小さく、通常、様々なハンドヘルドヘッドを備えています。金属部品の外部溶接、内部溶接、直角溶接、狭縁溶接、大スポット溶接など、様々なニーズに合わせて、様々なハンドヘルド溶接ヘッドを選択できます。溶接可能な製品は多様化し、製品形状の柔軟性も向上します。小規模加工や大規模ではない溶接を行う生産工場にとって、ハンドヘルドレーザー溶接機は間違いなく最適な選択肢です。
金属材料によって融点は異なります。異なる種類の溶接材料に対する溶接パラメータの設定は比較的複雑で、溶接材料の熱物性は温度変化によって異なる違いを示します。異なる種類の材料のレーザー吸収率も温度変化によって変化します。はんだ接合部の溶融と溶接部の凝固中の熱影響部の構造的変化、手持ち式レーザー溶接機の接合欠陥、溶接参加応力、熱変形などにも違いがあります。しかし、最も重要なのは、溶接材料の特性の違いが溶接のマクロおよびミクロ特性に与える影響です。
どのような材料がハンドヘルドレーザー溶接機溶接?
1. ステンレス鋼
ステンレス鋼は熱膨張係数が高く、溶接時に過熱しやすい傾向があります。熱影響部が少しでも大きいと、深刻な変形の問題を引き起こします。しかし、ハンドヘルドレーザー溶接機は、溶接プロセス全体を通して発生する熱量が低いです。ステンレス鋼の比較的低い熱伝導率、高いエネルギー吸収率、そして溶融効率と相まって、溶接後には形状が整い、滑らかで美しい溶接部が得られます。
2. 炭素鋼
通常の炭素鋼は、ハンドヘルドレーザー溶接で直接溶接することができ、その効果はステンレス鋼の溶接に匹敵し、熱影響部は小さくなりますが、中高炭素鋼を溶接する場合は残留温度が比較的高いため、溶接前に溶接する必要があります。溶接後の予熱と保温は、応力を緩和し、亀裂を防ぎます。ここでは、冷間溶接機について説明します。中高炭素鋼は、冷間溶接と鋳鉄溶接ワイヤを使用して、低速で溶接または修理できます。温度制御、温度制御、温度制御の面では、冷間溶接機は、溶接後の熱残留に対してハンドヘルドレーザー溶接をより効率的に教えることができます。
3. ダイス鋼
各種金型鋼の溶接に適しており、溶接効果が非常に良好です。
4. アルミニウムおよびアルミニウム合金
アルミニウムおよびアルミニウム合金は反射率の高い材料であり、溶接時に溶融池や溶接ルート部に気孔が発生する可能性があります。アルミニウムおよびアルミニウム合金は、従来の金属材料と比較してパラメータに対する要求が高くなりますが、適切な溶接パラメータを選択すれば、母材と同等の機械的特性を持つ溶接シームを得ることができます。
5. 銅および銅合金
銅の熱伝導率は非常に高く、溶接時に溶け込み不良や部分的な溶融が発生しやすい傾向があります。通常、溶接工程では銅材料を加熱することで溶接を促進します。ここでは薄い銅材料についてお話します。ハンドヘルドレーザー溶接は、エネルギーが集中し溶接速度が速いため、銅の高い熱伝導率の影響を受けにくく、直接溶接が可能です。
6. 異種材料間の溶接
ハンドヘルドレーザー溶接機は、銅-ニッケル、ニッケル-チタン、銅-チタン、チタン-モリブデン、真鍮-銅、低炭素鋼-銅など、様々な異種金属間の溶接が可能です。レーザー溶接は、あらゆる条件(ガスまたは温度)で実施可能です。
ハンドヘルドレーザー溶接機は現在、溶接業界で広く使用されている製品です。これは主に、この機器は高価に見えますが、人件費を大幅に削減できるためです。溶接工の人件費は比較的高額です。この製品を使用することで、溶接工の採用コストと採用難という問題を解決できます。さらに、ハンドヘルドレーザー溶接機は、長寿命と低消費電力により、数千のお客様から満場一致で高い評価を得ています。
レーザー洗浄について詳しく知りたい場合、または最適なレーザー洗浄機を購入したい場合は、当社の Web サイトにメッセージを残し、直接メールでお問い合わせください。
投稿日時: 2022年12月3日



