
Fortune Laser 3W 5W UVレーザーマーキングマシン




Fortune Laser 3W 5W UVレーザーマーキングマシン
UVマーキング機の基本原理
現代の精密加工の分野では、従来レーザーマーキングマシンレーザー熱処理技術を使用するが、精細度の向上には限界がある。紫外線レーザーマーキング機の登場はこの行き詰まりを打破し、一種の冷間加工プロセスを使用する。この加工プロセスは「フォトエッチング」効果と呼ばれ、「冷間加工」(紫外線)光子は高負荷エネルギーで材料または周囲の媒体の化学結合を切断できるため、材料は非熱的なプロセス損傷を受け、内部層および近傍領域では加熱や熱変形が起こらない。最終的に加工された材料は滑らかなエッジを持ち、炭化が極めて少ないため、精細度と熱の影響が最小限に抑えられ、レーザー技術の大きな飛躍となった。
紫外線レーザー加工の反応機構は光化学アブレーションによって実現されます。つまり、レーザーエネルギーを利用して原子や分子間の結合を切断し、それらを気化・蒸発させて小さな分子へと変化させるのです。集光スポットは極めて小さく、加工による熱影響部も非常に小さいため、超微細マーキングや特殊材料へのマーキングに利用できます。
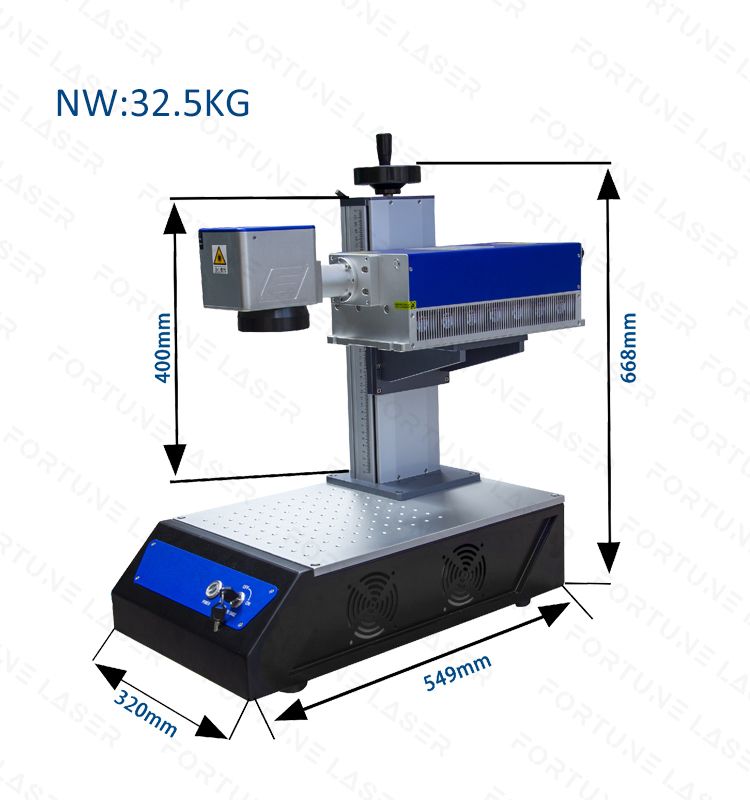
3W 5Wレーザーマーキングマシンの特徴:

Fortune Laser 自動レーザー溶接機の技術仕様
| モデル | FL-UV3 | FL-UV5 |
| レーザーパワー | 3W | 5W |
| 冷却方法 | 空冷 | |
| レーザー波長 | 355nm | |
| 出力電力 | >3W@30KHz | >5W@40KHz |
| 最大パルスエネルギー | 0.1mJ@30KHz | 0.12mJ@40KHz |
| パルス繰り返し周波数 | 1~150kHz | 1~150kHz |
| 脈拍持続時間 | <15ns@30KHz | <18ns@40KHz |
| 平均電力安定性 | 3%未満 | 3%未満 |
| 偏光比 | 水平方向 100:1以上 | 水平方向 100:1以上 |
| ビームの円形度 | 90%以上 | 90%以上 |
| 環境要件 | 動作温度: 18°~26°、 湿度:30%~85%。 | |
| コントロールボードとソフトウェア | JCZ EZcad2 | |











今すぐお問い合わせください!
ここにメッセージを書いて送信してください




