
Hagkvæm málmtrefjalaserskurðarvél
Hagkvæm málmtrefjalaserskurðarvél
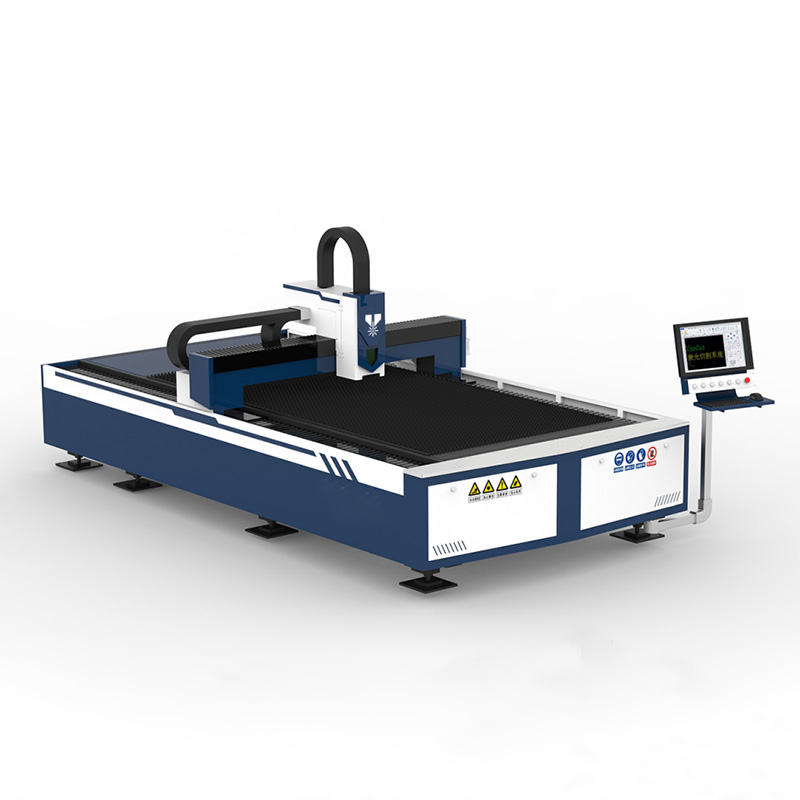
Stafir úr málmlaserskurðarvél
●Servo tvöfaldur drifgrindarbygging:Leysivél fyrir brúargrindarbyggingu, drif á rekki, notar miðlæga smurningarbúnað og er auðvelt í viðhaldi;
●Ppraktískt og stöðugt: Styrkt suðuvélarrúm, meðhöndlun með háhita til að herða titring til að útrýma spennu. Hægt er að stjórna aflögun vélarinnar við ± 0,02 mm;
●Aðgerðin er einföld: Meira en 23.000 notendur nota þetta faglega CNC skurðarkerfi. Þetta stýrikerfi hefur leysigeislastillingu til að tryggja gæði skurðarins;
●Iðnaðar fagurfræðihönnun: Útflutningsstaðlar í Evrópu og Ameríku, útlit fagurfræðilegrar hönnunar gerir það velkomið á heimsmarkaði;
●Hágæða klipping:Háþróaður leysiskurðarhaus með árekstrarvörn tryggir bestu skurðaráhrif fyrir vinnustykki og verkefni;
●Skilvirkt efni:Notað í stöðluðum forskriftum málmplötuskurðar, sparar tíma og kostnað;
●Trefjalaser: Notið Maxphotonics trefjalasergjafa (leysir frá öðrum vörumerkjum eru valfrjálsir), stöðugur og áreiðanlegur kraftur, afköst tryggð;
| Vélstilling | |
| Fyrirmynd | Trefjarlaserskurðarvél FL-S serían |
| Vinnusvæði | 3000mm * 1500mm |
| Leysigeislagjafi | 1000w hámark |
| CNC skurðarkerfi | Stýrikerfi Cypcut 1000 |
| Laserhaus | OSPRI handvirk fókus |
| Vélrúm | Fortune Laser |
| X/Y ás gírstöng | Fortune Laser |
| Nákvæm línuleg leiðarvísir | RÚST |
| Mótor drif | Japanskur Yaskawa servómótor (X750W/Y750W/Z400W) |
| Rafrænir íhlutir | Frakkland Schneider |
| Minnkunarkerfi | FÍLAND |
| Loftþrýstibúnaður | Japan SMC |
| Aukahlutir fyrir vélarrúm | Fortune Laser |
| Vatnskælir | Hanli |
| Úrgangsendurvinnslubúnaður | Fortune Laser |
Athugið: Þessi vélastilling er eingöngu til viðmiðunar, mörg önnur vörumerki fyrir hvern hluta vélanna eru valfrjáls eftir þörfum þínum og fjárhagsáætlun. Hafðu samband við okkur til að fá frekari upplýsingar.







Vélarbreytur
| Fyrirmynd | FL-S2015 | FL-S3015 | FL-S4020 | FL-S6020 |
| Vinnusvæði (L * W) | 2000*1500mm | 3000 * 1500 mm | 4000*2000mm | 6000*2000mm |
| Nákvæmni staðsetningar X/Y ás | ±0,03 mm/1000 mm | ±0,03 mm/1000 mm | ±0,03 mm/1000 mm | ±0,03 mm/1000 mm |
| Nákvæmni endurtekningarstöðu á X/Y ás | ±0,02 mm | ±0,02 mm | ±0,02 mm | ±0,02 mm |
| Hámarks hreyfihraði | 80000 mm/mín | 80000 mm/mín | 80000 mm/mín | 80000 mm/mín |
| Hámarkshröðun | 1,2 g | 1,2 g | 1,2 g | 1,2 g |
| Hámarksþyngd hleðslu | 600 kg | 800 kg | 1200 kg | 1500 kg |
| Aflgjafi | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz |
| Leysigjafi (valfrjálst) | 1 kW/1,5 kW/2 kW/2,5 kW/3 kW/4 kW/6 kW/8 kW/10 kW/12 kW/15 kW/20 kW | |||
Umsóknir
Hentar til vinnslu á málmplötum eins og ryðfríu stáli, kolefnisstáli, álstáli, kísillstáli, galvaniseruðu stálplötu, nikkel-títan málmblöndu, inconel, títan málmblöndu o.s.frv.
Sýnishorn sýna








Hámarks skurðarferlisbreytur fyrir leysigeislagjafa
| Athugasemd 1: Kjarnaþvermál 1000W~1500W leysigeislaþráðarins í skurðgögnunum er 50 míkron; kjarnaþvermál 2000~4000W leysigeislaþráðarins er 100 míkron; | |||||||||
| Athugasemd 2: Þessi skurðargögn nota skurðarhaus frá Raytools, brennivídd fyrir kollimerings-/fókuslinsu: 100 mm/125 mm; | |||||||||
| Athugasemd 3: Vegna mismunandi uppsetningar búnaðar og skurðarferlis (vélaverkfæri, vatnskæling, umhverfi, skurðarstút og gasþrýstingur) sem mismunandi viðskiptavinir nota, eru þessi gögn eingöngu til viðmiðunar; | |||||||||
| Mefni | Þykkt (mm) | Gsem gerðir | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W | 6000W |
| hraði(m/mín.) | hraði(m/mín.) | hraði(m/min) | hraði(m/mín.) | hraði(m/mín.) | hraði(m/mín.) | hraði(m/mín.) | |||
| Ryðfrítt stál | 1 | N2 | 20~24 | 28~32 | 38 | 30 | 50 | 42~43 | 70~75 |
| 2 | N2 | 5.4 | 7,5 | 12 | 10 | 13 | 19~20 | 25~30 | |
| 3 | N2 | 2.2 | 4 | 7 | 6 | 8 | 11~12 | 12~15 | |
| 4 | N2 | 1.2 | 2 | 4 | 4 | 5 | 6,5~7,5 | 7,5~9 | |
| 5 | N2 |
| 1.1 | 2 | 2,5 | 2,5 | 4~5 | 6~7,5 | |
| 6 | N2 |
| 0,8 | 1,5 | 1,5 | 1,5 | 2~3 | 5~6,5 | |
| 8 | N2 |
|
| 0,8 | 0,7 | 1 | 1,5~2 | 3,5~4,5 | |
| 10 | N2 |
|
| 0,5 | 0,5 | 0,8 | 1 | 2.1 | |
| 12 | N2 |
|
|
|
| 0,5 | 0,8 | 1.1 | |
| 14 | N2 |
|
|
|
|
|
| 0,9 | |
| Mefni | Þykkt (mm) | Gsem gerðir | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W | 6000W |
| hraði(m/mín.) | hraði(m/mín.) | hraði(m/min) | hraði(m/mín.) | hraði(m/mín.) | hraði(m/mín.) | hraði(m/mín.) |
| Kolefnisstál | 1 | loft | 9~12 | 27~30 | 27~30 | 30 | 50 | 43 | 70~75 |
| 2 | loft | 6~8 | 8~10 | 10~12 | 12 | 13 | 20 | 25~30 | |
| 3 | O2 | 3 | 3 | 3 | 4 | 4,5 | 4,5 | 4,5 | |
| 4 | O2 | 2 | 2,5 | 3.1 | 3.3 | 3,5 | 3,8 | 3,8 | |
| 5 | O2 | 1.6 | 2 | 2,5~3 | 2,5 | 3 | 3,5 | 3.7 | |
| 6 | O2 | 1.4 | 1.8 | 2.2 | 2.3 | 2,5 | 2,8 | 3.3 | |
| 8 | O2 | 1.1 | 1.3 | 1,5 | 1,5 | 2 | 2.3 | 2,8 | |
| 10 | O2 | 0,9 | 1.1 | 1 | 1.2 | 1.4 | 1.8 | 2.1 | |
| 12 | O2 | 0,7 | 0,9 | 0,8 | 1 | 1.1 | 1,5 | 1.6 | |
| 14 | O2 | 0,6 | 0,7 | 0,8 | 0,9 | 1 | 0,95 | ||
| 16 | O2 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 0,85 | ||
| 18 | O2 | 0,5 | 0,6 | 0,7 | 0,8 | 0,75 | |||
| 20 | O2 | 0,4 | 0,5 | 0,6 | 0,7 | 0,65 | |||
| 22 | O2 | 0,4 | 0,5 | 0,5 | 0,5 | ||||
| Ál | 1 | loft | 12~13 | 15 | 17~18 | 29 | 45 | 35~37 | 70~75 |
| 2 | loft | 4~4,5 | 6 | 7,5 | 8,5 | 11 | 15 | 25~30 | |
| 3 | loft | 1~1,5 | 3 | 5 | 5 | 7 | 8~9 | 15 | |
| 4 | loft | 0,8~1 | 2 | 3 | 4 | 6 | 10 | ||
| 5 | loft | 1 | 1,5 | 3 | 8 | ||||
| 6 | loft | 0,6 | 1 | 2 | 5,5 | ||||
| 8 | loft | 0,5 | 1 | 2,5 | |||||
| 10 | loft | 0,5 | 1.3 | ||||||
| 12 | loft | 0,9 | |||||||
| Messing | 1 | loft | 10 | 12 | 15 | 24 | 40 | 30~33 | 65~70 |
| 2 | loft | 3 | 5 | 6 | 7,5 | 10 | 13 | 20~25 | |
| 3 | loft | 0,5 | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | loft | 0,5 | 1,5 | 2 | 3 | 5 | 4 | ||
| 5 | loft | 0,5 | 1 | 1,5 | 2 | 3 | |||
| 6 | loft | 0,5 | 0,8 | 1,5 | 2 | ||||
| 8 | loft |
| 0,8 | 1.2 | |||||
| 10 | loft |
|
| 0,5 |
Kröfur um vinnuumhverfi
1. Rakastigskröfur eru 40%-80%, engin rakaþétting.
2. Kröfur um raforkukerfi: 380V; 50Hz/60A.
3. Sveiflur í raforkukerfinu: 5%, jarðvírinn í raforkukerfinu uppfyllir alþjóðlegar kröfur.
4. Skurður með hjálpargasi: Hreint, þurrt þrýstiloft og súrefni (O2) og köfnunarefni (N2) með mikilli hreinleika, hreinleiki ekki minni en 99,9%.
5. Engar sterkar rafsegultruflanir ættu að vera nálægt uppsetningarbúnaðinum.
6. Forðist útvarpssenda eða endurvarpsstöðvar í kringum uppsetningarstaðinn.
7. Jarðtengingarviðnám: ≤ 4 ohm. Jarðtengingarvídd: minni en 50µm; titringshröðun: minni en 0,05g.
8. Forðist að hafa mikið magn af vélum eins og stimplunarvélum í nágrenninu.
9. Loftþrýstingur: 86-106 kPa.
10. Tryggt er að rými fyrir búnað sé reyklaust og ryklaust og forðast skal rykugt vinnuumhverfi eins og málmpússun og slípun.
11. Setja þarf upp gólf sem er með rafstöðueiginleikum og tengja við varið snúru.
12. Ströng skilyrði eru sett fyrir gæði vatns í kælivatninu sem vinnur og nota skal hreint vatn, afjónað vatn eða eimað vatn.




