




Lasersko zavarivanjeje jedan od važnih aspekata primjene tehnologije laserske obrade materijala. Uglavnom se koristi za zavarivanje tankostijenih materijala i zavarivanje malom brzinom. Proces zavarivanja pripada vrsti provođenja topline, odnosno lasersko zračenje zagrijava površinu obratka, a površinska toplina difundira prema unutra putem provođenja topline. Kontroliranjem parametara kao što su širina, energija, vršna snaga i frekvencija ponavljanja laserskog impulsa, obratak se topi i formira specifičan rastaljeni bazen. Šire se koristi u proizvodnji strojeva, zrakoplovnoj industriji, automobilskoj industriji, metalurgiji praha, biomedicinskoj mikroelektronici i drugim područjima.

S eksplozivnim rastom vozila na nove izvore energije, širenje proizvodnje baterija potaknulo je rast laserskog zavarivanja. Od druge polovice 2018. ručno lasersko zavarivanje postupno je dobivalo na popularnosti i postalo je svijetla točka na tržištu laserskog zavarivanja u prvoj polovici ove godine. S trenutnom tehničkom razinom i scenarijima primjeneručno lasersko zavarivanje, vrlo je vjerojatno da će zamijeniti tradicionalno tržište TIG aparata za zavarivanje (argonsko elektrolučno zavarivanje).
Posljednjih godina,vlaknasti laseripostigli su veliki napredak, a njihove prednosti uglavnom uključuju: visoku stopu fotoelektrične pretvorbe, brzo odvođenje topline, dobru fleksibilnost, snažnu sposobnost sprječavanja smetnji, nisku cijenu, dugi vijek trajanja, bez podešavanja, bez održavanja, visoku stabilnost, malu veličinu, Ručna oprema za lasersko zavarivanje pomoću vlaknastih lasera također se postupno razvijala.
Lasersko zavarivanjeZahtijeva visoku preciznost montaže obratka, a zavareni šav je sklon nedostacima. Kako bi riješio ovaj problem, konstruktor se oslanja na opremu za lasersko zavarivanje posebne ravnine kako bi razvio ručni laserski uređaj za zavarivanje s pomičnom točkom. Laser u obliku "8" ili "0" može smanjiti točnost montaže obratka i povećati prodiranje zavara. Nakon niza optimizacija i poboljšanja, trenutni uobičajeni ručni laserski uređaj za zavarivanje ima snagu od 0,5-1,5 kW, a veličina i težina opreme su ekvivalentne strojevima za argonsko lukovo zavarivanje, koji mogu zavarivati metalne ploče od 3 mm ili manje. Kako bi se riješili nedostaci nedovoljne čvrstoće zavara laserskih zavarenih konstrukcija, posljednjih su godina proizvođači opreme integrirali automatske uređaje za dovod žice na bazi laserskog zavarivanja i razvili ručni laserski uređaj za zavarivanje punjenjem žice koji može automatski dovoditi žice, što u osnovi zadovoljava potrebe tankih metalnih ploča ispod 4 mm. Zavarivanje u osnovi može zamijeniti i nadmašiti argonsko elektrolučno zavarivanje, postići veliku brzinu, nizak unos topline, malu deformaciju, jeftino zavarivanje uz zaštitu okoliša, a troškovi proizvodnje su niži od troškova argonskog elektrolučnog zavarivanja pod istim uvjetima.

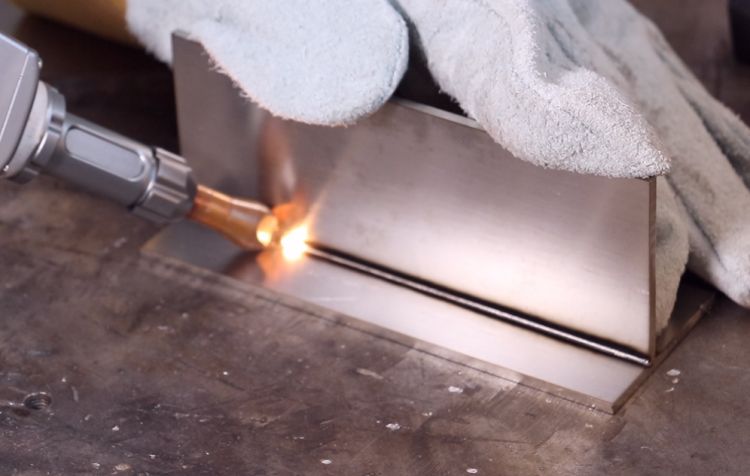
Prilikom rada, ručna glava aparata za zavarivanje ima širinu skeniranja, a promjer točke je mali, pa prilikom zavarivanja skenira od jedne točke do druge liniju po liniju, formirajući tako zavareni spoj. U usporedbi s tradicionalnim aparatom za hladno zavarivanje, brzina zavarivanja ručnog laserskog zavarivanja bit će veća, a postupak zavarivanja u jednom udarcu određuje da je prikladniji za masovno zavarivanje dugih ravnih šavova.
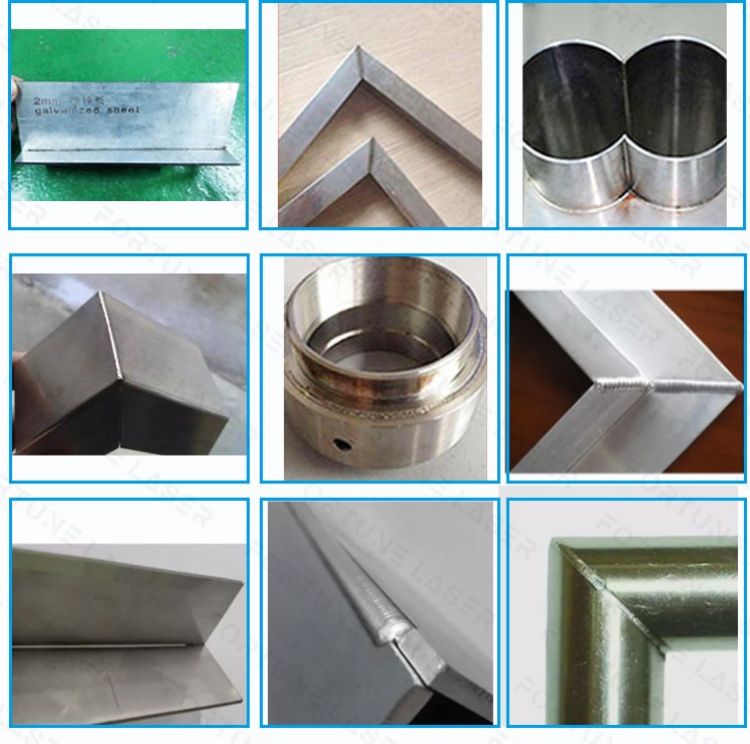
Ručni laserski stroj za zavarivanje zauzima malo prostora i obično je opremljen raznim ručnim glavama. Prema različitim potrebama metalnih dijelova kao što su vanjsko zavarivanje, unutarnje zavarivanje, zavarivanje pod pravim kutom, zavarivanje uskim rubovima i točkasto zavarivanje velikih razmjera, mogu se odabrati različite ručne glave za zavarivanje. Proizvodi koji se mogu zavarivati su raznoliki, a oblik proizvoda je fleksibilniji. Za proizvodne radionice koje se bave malom obradom i zavarivanjem manjih razmjera, ručni laserski strojevi za zavarivanje definitivno su najbolji izbor.
Različiti metalni materijali imaju različite točke taljenja: postavljanje parametara zavarivanja za različite vrste materijala za zavarivanje relativno je komplicirano, a termofizička svojstva materijala za zavarivanje pokazat će različite razlike s promjenama temperature; brzina apsorpcije različitih vrsta materijala za laser također će varirati s promjenama temperature; taljenje lemnog spoja i strukturna evolucija područja pod utjecajem topline tijekom skrućivanja zavara; defekti spoja ručnog laserskog stroja za zavarivanje, naprezanje sudjelovanja zavarivanja i toplinska deformacija itd. Ali najvažniji je utjecaj razlike u svojstvima materijala za zavarivanje na makro i mikro svojstva zavara.
Koji materijali moguručni laserski stroj za zavarivanjezavarivanje?
1. Nehrđajući čelik
Nehrđajući čelik ima visoki koeficijent toplinskog širenja i sklon je pregrijavanju tijekom zavarivanja. Kada je zona utjecaja topline malo veća, to će uzrokovati ozbiljne probleme s deformacijom. Međutim, toplina koju generira ručni laserski stroj za zavarivanje tijekom cijelog procesa zavarivanja je niska. Uz relativno nisku toplinsku vodljivost, visoku stopu apsorpcije energije i učinkovitost taljenja nehrđajućeg čelika, nakon zavarivanja mogu se dobiti dobro oblikovani, glatki i lijepi zavari.
2. Ugljični čelik
Obični ugljični čelik može se izravno zavarivati ručnim laserskim zavarivanjem, učinak je usporediv sa zavarivanjem nehrđajućeg čelika, a zona utjecaja topline je manja, ali pri zavarivanju srednje i visokougljičnog čelika, preostala temperatura je relativno visoka, pa je i dalje potrebno zavariti prije zavarivanja. Predgrijavanje i održavanje topline nakon zavarivanja radi ublažavanja naprezanja i izbjegavanja pukotina. Ovdje možemo govoriti o stroju za hladno zavarivanje. Srednje i visokougljični čelik može se zavariti ili popraviti malom brzinom hladnim zavarivanjem i žicom za zavarivanje od lijevanog željeza. Što se tiče kontrole temperature, kontrole temperature i kontrole temperature, stroj za hladno zavarivanje može ručno lasersko zavarivanje učiniti učinkovitijim na preostaloj toplini nakon zavarivanja.
3. Čelik za kalupe
Pogodan je za zavarivanje različitih vrsta čelika za matrice, a učinak zavarivanja je vrlo dobar.
4. Aluminij i aluminijske legure
Aluminij i aluminijske legure su visoko reflektirajući materijali, a poroznost se može pojaviti u rastaljenom sloju ili u korijenu tijekom zavarivanja. U usporedbi s prethodnim metalnim materijalima, aluminij i aluminijske legure imaju veće zahtjeve za parametrima, ali sve dok su odabrani parametri zavarivanja odgovarajući, može se dobiti zavareni šav s istim mehaničkim svojstvima kao i osnovni metal.
5. Bakar i bakrene legure
Toplinska vodljivost bakra je vrlo jaka i lako je uzrokovati nepotpuno prodiranje i djelomično taljenje tijekom zavarivanja. Obično se bakreni materijal zagrijava tijekom procesa zavarivanja kako bi se pomoglo zavarivanju. Ovdje govorimo o tankim bakrenim materijalima. Ručno lasersko zavarivanje može izravno... Zavarivanje, zbog svoje koncentrirane energije i velike brzine zavarivanja, manje je pogođeno visokom toplinskom vodljivošću bakra.
6. Zavarivanje između različitih materijala
Ručni laserski stroj za zavarivanje može se izvoditi između raznih različitih metala, kao što su bakar-nikal, nikal-titan, bakar-titan, titan-molibden, mesing-bakar, niskougljični čelik-bakar i drugi različiti metali. Lasersko zavarivanje može se izvoditi pod bilo kojim uvjetima (plin ili temperatura).
Ručni laserski aparat za zavarivanje trenutno je široko korišten proizvod u industriji zavarivanja, uglavnom zato što iako ova oprema izgleda skuplje, može uvelike uštedjeti troškove rada. Troškovi rada zavarivača su relativno visoki. Korištenjem ovog proizvoda rješava se problem skupog i teškog zapošljavanja zavarivača. Štoviše, ručni laserski aparat za zavarivanje dobio je jednoglasne pohvale tisuća kupaca zbog svog dugog vijeka trajanja i niske potrošnje energije.
Ako želite saznati više o laserskom čišćenju ili želite kupiti najbolji stroj za lasersko čišćenje za vas, ostavite poruku na našoj web stranici i pošaljite nam e-poštu izravno!
Vrijeme objave: 03.12.2022.



