
આર્થિક મેટલ ફાઇબર લેસર કટીંગ મશીન
આર્થિક મેટલ ફાઇબર લેસર કટીંગ મશીન
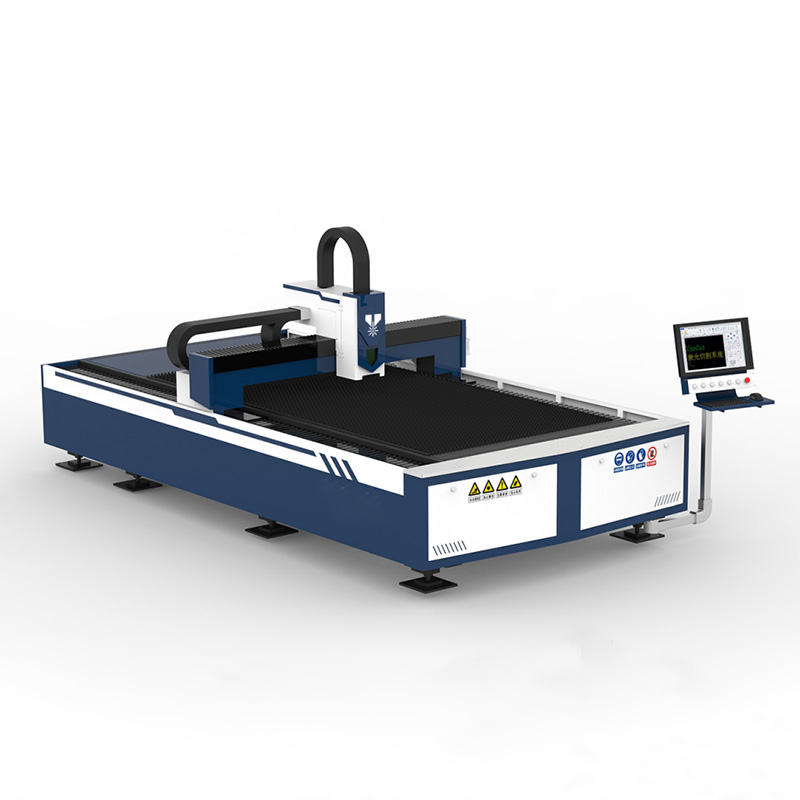
મેટલ લેસર કટીંગ મશીન પાત્રો
●સર્વો ડ્યુઅલ ડ્રાઇવ ગેન્ટ્રી માળખું:બ્રિજ ગેન્ટ્રી સ્ટ્રક્ચર લેસર મશીન, રેક રેલ ડ્રાઇવ, સેન્ટ્રલાઇઝ્ડ લ્યુબ્રિકેશન ડિવાઇસનો ઉપયોગ કરો, અને તે જાળવણી માટે સરળ છે;
●Pઘાતક અને સ્થિર: રિઇનફોર્સ્ડ વેલ્ડીંગ મશીન બેડ, તણાવ દૂર કરવા માટે ઉચ્ચ તાપમાન ટેમ્પરિંગ ટ્રીટમેન્ટ વાઇબ્રેશન. મશીન ટૂલ વિકૃતિને ± 0.02mm પર નિયંત્રિત કરી શકાય છે;
●કામગીરી સરળ છે.: 23000 થી વધુ વપરાશકર્તાઓ આ વ્યાવસાયિક CNC કટીંગ સિસ્ટમનો ઉપયોગ કરે છે. આ ઓપરેશન સિસ્ટમમાં કટીંગની ગુણવત્તા સુનિશ્ચિત કરવા માટે લેસર પાવર એડજસ્ટમેન્ટનું કાર્ય છે;
●ઔદ્યોગિક સૌંદર્ય શાસ્ત્ર ડિઝાઇન: યુરોપ અને અમેરિકામાં નિકાસ ધોરણો, સૌંદર્યલક્ષી ડિઝાઇનનો દેખાવ તેને વૈશ્વિક બજારમાં આવકાર્ય બનાવે છે;
●ઉચ્ચ ગુણવત્તાવાળી કટીંગ:ઉચ્ચ-ચોકસાઇવાળા અથડામણ વિરોધી વ્યાવસાયિક લેસર કટીંગ હેડ તમારા કાર્ય ટુકડાઓ અને પ્રોજેક્ટ્સ માટે શ્રેષ્ઠ કટીંગ અસર સુનિશ્ચિત કરે છે;
●કાર્યક્ષમ સામગ્રી:મેટલ શીટ કટીંગના પ્રમાણભૂત સ્પષ્ટીકરણોમાં વપરાય છે, સમય અને ખર્ચ બચાવે છે;
●ફાઇબર લેસર: મેક્સફોટોનિક્સ ફાઇબર લેસર સ્ત્રોતનો ઉપયોગ કરો (અન્ય બ્રાન્ડ્સ લેસર વૈકલ્પિક છે), સ્થિર અને વિશ્વસનીય શક્તિ, કામગીરીની ખાતરી;
| મશીન ગોઠવણી | |
| મોડેલ | ફાઇબર લેસર કટીંગ મશીન FL-S શ્રેણી |
| કાર્યક્ષેત્ર | ૩૦૦૦ મીમી*૧૫૦૦ મીમી |
| લેસર સ્ત્રોત | ૧૦૦૦ વોટ મહત્તમ |
| સીએનસી કટીંગ સિસ્ટમ | સાયપકટ ૧૦૦૦ ઓપરેટિંગ સિસ્ટમ |
| લેસર હેડ | OSPRI મેન્યુઅલ ફોકસ |
| મશીન બેડ | ફોર્ચુન લેસર |
| X/Y અક્ષ ગિયર રેક | ફોર્ચુન લેસર |
| ચોકસાઇ રેખીય માર્ગદર્શિકા | રસ્ટ |
| મોટર ડ્રાઇવ | જાપાન યાસ્કાવા સર્વો મોટર (X750W/Y750W/Z400W) |
| ઇલેક્ટ્રોનિક ઘટકો | ફ્રાન્સ સ્નેડર |
| રીડ્યુસર સિસ્ટમ | ફિલાડેલ્ફિયા |
| વાયુયુક્ત ઘટકો | જાપાન એસએમસી |
| મશીન બેડ એસેસરીઝ | ફોર્ચુન લેસર |
| પાણી ચિલર | હાન્લી |
| કચરાના રિસાયક્લિંગ સાધનો | ફોર્ચુન લેસર |
નોંધ: આ મશીન ગોઠવણી ફક્ત તમારા સંદર્ભ માટે છે, મશીનોના દરેક ભાગ માટે ઘણી અન્ય બ્રાન્ડ્સ તમારી જરૂરિયાતો અને તમારા બજેટના આધારે વૈકલ્પિક છે. વધુ વિગતો માટે કૃપા કરીને અમારો સંપર્ક કરો.







મશીન પરિમાણો
| મોડેલ | FL-S2015 | FL-S3015 માટે તપાસ સબમિટ કરો, અમે 24 કલાકમાં તમારો સંપર્ક કરીશું. | FL-S4020 | FL-S6020 |
| કાર્યક્ષેત્ર (L*W) | ૨૦૦૦*૧૫૦૦ મીમી | ૩૦૦૦*૧૫૦૦ મીમી | ૪૦૦૦*૨૦૦૦ મીમી | ૬૦૦૦*૨૦૦૦ મીમી |
| X/Y અક્ષ સ્થિતિ ચોકસાઈ | ±0.03 મીમી/1000 મીમી | ±0.03 મીમી/1000 મીમી | ±0.03 મીમી/1000 મીમી | ±0.03 મીમી/1000 મીમી |
| X/Y અક્ષ પુનરાવર્તન સ્થિતિ ચોકસાઈ | ±0.02 મીમી | ±0.02 મીમી | ±0.02 મીમી | ±0.02 મીમી |
| મહત્તમ ગતિશીલતા | ૮૦૦૦ મીમી/મિનિટ | ૮૦૦૦ મીમી/મિનિટ | ૮૦૦૦ મીમી/મિનિટ | ૮૦૦૦ મીમી/મિનિટ |
| મહત્તમ પ્રવેગ | ૧.૨ ગ્રામ | ૧.૨ ગ્રામ | ૧.૨ ગ્રામ | ૧.૨ ગ્રામ |
| મહત્તમ લોડિંગ વજન | ૬૦૦ કિગ્રા | ૮૦૦ કિગ્રા | ૧૨૦૦ કિગ્રા | ૧૫૦૦ કિગ્રા |
| વીજ પુરવઠો | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz | AC380V/50Hz |
| લેસર સોર્સ પાવર (વૈકલ્પિક) | ૧ કિલોવોટ/૧.૫ કિલોવોટ/૨ કિલોવોટ/૨.૫ કિલોવોટ/૩ કિલોવોટ/૪ કિલોવોટ/૬ કિલોવોટ/૮ કિલોવોટ/૧૦ કિલોવોટ/૧૨ કિલોવોટ/૧૫ કિલોવોટ/૨૦ કિલોવોટ | |||
અરજીઓ
સ્ટેનલેસ સ્ટીલ, કાર્બન સ્ટીલ, એલોય સ્ટીલ, સિલિકોન સ્ટીલ, ગેલ્વેનાઈઝ્ડ સ્ટીલ પ્લેટ, નિકલ-ટાઇટેનિયમ એલોય, ઇનકોનલ, ટાઇટેનિયમ એલોય, વગેરે જેવી ધાતુની શીટ પર પ્રક્રિયા કરવા માટે યોગ્ય.
નમૂનાઓ પ્રદર્શન








મહત્તમ લેસર સોર્સ કટીંગ પ્રક્રિયા પરિમાણો
| નોંધ 1: કટીંગ ડેટામાં 1000W~1500W લેસર આઉટપુટ ફાઇબરનો મુખ્ય વ્યાસ 50 માઇક્રોન છે; 2000~4000W આઉટપુટ ફાઇબરનો મુખ્ય વ્યાસ 100 માઇક્રોન છે; | |||||||||
| નોંધ 2: આ કટીંગ ડેટા Raytools કટીંગ હેડ, કોલિમેશન/ફોકસિંગ લેન્સ ફોકલ લંબાઈ: 100mm/125mm અપનાવે છે; | |||||||||
| નોંધ ૩: વિવિધ ગ્રાહકો દ્વારા અપનાવવામાં આવેલા સાધનોના રૂપરેખાંકન અને કટીંગ પ્રક્રિયા (મશીન ટૂલ, વોટર કૂલિંગ, પર્યાવરણ, કટીંગ નોઝલ અને ગેસ પ્રેશર) માં તફાવતને કારણે, આ ડેટા ફક્ત સંદર્ભ માટે છે; | |||||||||
| Mઆકાશી | જાડાઈ (મીમી) | Gપ્રકારો તરીકે | ૧૦૦૦ વોટ | ૧૫૦૦ વોટ | ૨૦૦૦ વોટ | 2500W | ૩૦૦૦ વોટ | ૪૦૦૦ વોટ | ૬૦૦૦ વોટ |
| ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મીin) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | |||
| સ્ટેનલેસ સ્ટીલ | 1 | N2 | ૨૦~૨૪ | ૨૮~૩૨ | 38 | 30 | 50 | ૪૨~૪૩ | ૭૦~૭૫ |
| 2 | N2 | ૫.૪ | ૭.૫ | 12 | 10 | 13 | ૧૯~૨૦ | ૨૫~૩૦ | |
| 3 | N2 | ૨.૨ | 4 | 7 | 6 | 8 | ૧૧~૧૨ | ૧૨~૧૫ | |
| 4 | N2 | ૧.૨ | 2 | 4 | 4 | 5 | ૬.૫~૭.૫ | ૭.૫~૯ | |
| 5 | N2 |
| ૧.૧ | 2 | ૨.૫ | ૨.૫ | ૪~૫ | ૬~૭.૫ | |
| 6 | N2 |
| ૦.૮ | ૧.૫ | ૧.૫ | ૧.૫ | ૨~૩ | ૫~૬.૫ | |
| 8 | N2 |
|
| ૦.૮ | ૦.૭ | 1 | ૧.૫~૨ | ૩.૫~૪.૫ | |
| 10 | N2 |
|
| ૦.૫ | ૦.૫ | ૦.૮ | 1 | ૨.૧ | |
| 12 | N2 |
|
|
|
| ૦.૫ | ૦.૮ | ૧.૧ | |
| 14 | N2 |
|
|
|
|
|
| ૦.૯ | |
| Mઆકાશી | જાડાઈ (મીમી) | Gપ્રકારો તરીકે | ૧૦૦૦ વોટ | ૧૫૦૦ વોટ | ૨૦૦૦ વોટ | 2500W | ૩૦૦૦ વોટ | ૪૦૦૦ વોટ | ૬૦૦૦ વોટ |
| ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મીin) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) | ઝડપ(મી/મિનિટ) |
| કાર્બનસ્ટીલ | 1 | હવા | ૯~૧૨ | ૨૭~૩૦ | ૨૭~૩૦ | 30 | 50 | 43 | ૭૦~૭૫ |
| 2 | હવા | ૬~૮ | ૮~૧૦ | ૧૦~૧૨ | 12 | 13 | 20 | ૨૫~૩૦ | |
| 3 | O2 | 3 | 3 | 3 | 4 | ૪.૫ | ૪.૫ | ૪.૫ | |
| 4 | O2 | 2 | ૨.૫ | ૩.૧ | ૩.૩ | ૩.૫ | ૩.૮ | ૩.૮ | |
| 5 | O2 | ૧.૬ | 2 | ૨.૫~૩ | ૨.૫ | 3 | ૩.૫ | ૩.૭ | |
| 6 | O2 | ૧.૪ | ૧.૮ | ૨.૨ | ૨.૩ | ૨.૫ | ૨.૮ | ૩.૩ | |
| 8 | O2 | ૧.૧ | ૧.૩ | ૧.૫ | ૧.૫ | 2 | ૨.૩ | ૨.૮ | |
| 10 | O2 | ૦.૯ | ૧.૧ | 1 | ૧.૨ | ૧.૪ | ૧.૮ | ૨.૧ | |
| 12 | O2 | ૦.૭ | ૦.૯ | ૦.૮ | 1 | ૧.૧ | ૧.૫ | ૧.૬ | |
| 14 | O2 | ૦.૬ | ૦.૭ | ૦.૮ | ૦.૯ | 1 | ૦.૯૫ | ||
| 16 | O2 | ૦.૫ | ૦.૬ | ૦.૭ | ૦.૮ | ૦.૯ | ૦.૮૫ | ||
| 18 | O2 | ૦.૫ | ૦.૬ | ૦.૭ | ૦.૮ | ૦.૭૫ | |||
| 20 | O2 | ૦.૪ | ૦.૫ | ૦.૬ | ૦.૭ | ૦.૬૫ | |||
| 22 | O2 | ૦.૪ | ૦.૫ | ૦.૫ | ૦.૫ | ||||
| એલ્યુમિનિયમ | 1 | હવા | ૧૨~૧૩ | 15 | ૧૭~૧૮ | 29 | 45 | ૩૫~૩૭ | ૭૦~૭૫ |
| 2 | હવા | ૪~૪.૫ | 6 | ૭.૫ | ૮.૫ | 11 | 15 | ૨૫~૩૦ | |
| 3 | હવા | ૧~૧.૫ | 3 | 5 | 5 | 7 | ૮~૯ | 15 | |
| 4 | હવા | ૦.૮~૧ | 2 | 3 | 4 | 6 | 10 | ||
| 5 | હવા | 1 | ૧.૫ | 3 | 8 | ||||
| 6 | હવા | ૦.૬ | 1 | 2 | ૫.૫ | ||||
| 8 | હવા | ૦.૫ | 1 | ૨.૫ | |||||
| 10 | હવા | ૦.૫ | ૧.૩ | ||||||
| 12 | હવા | ૦.૯ | |||||||
| પિત્તળ | 1 | હવા | 10 | 12 | 15 | 24 | 40 | ૩૦~૩૩ | ૬૫~૭૦ |
| 2 | હવા | 3 | 5 | 6 | ૭.૫ | 10 | 13 | ૨૦~૨૫ | |
| 3 | હવા | ૦.૫ | 2 | 3 | 4 | 4 | 7 | 5 | |
| 4 | હવા | ૦.૫ | ૧.૫ | 2 | 3 | 5 | 4 | ||
| 5 | હવા | ૦.૫ | 1 | ૧.૫ | 2 | 3 | |||
| 6 | હવા | ૦.૫ | ૦.૮ | ૧.૫ | 2 | ||||
| 8 | હવા |
| ૦.૮ | ૧.૨ | |||||
| 10 | હવા |
|
| ૦.૫ |
કાર્યકારી પર્યાવરણની જરૂરિયાતો
1. ભેજની જરૂરિયાતો 40%-80% છે, કોઈ ઘનીકરણ નથી.
2. પાવર ગ્રીડ આવશ્યકતાઓ: 380V; 50Hz/60A.
3. પાવર સપ્લાય ગ્રીડમાં વધઘટ: 5%, ગ્રીડ ગ્રાઉન્ડ વાયર આંતરરાષ્ટ્રીય જરૂરિયાતોને પૂર્ણ કરે છે.
4. સહાયક ગેસ સાથે કટીંગ: સ્વચ્છ, સૂકી સંકુચિત હવા અને ઉચ્ચ શુદ્ધતા ઓક્સિજન (O2) અને નાઇટ્રોજન (N2), શુદ્ધતા 99.9% કરતા ઓછી નહીં.
5. ઇન્સ્ટોલેશન સાધનોની નજીક કોઈ મજબૂત ઇલેક્ટ્રોમેગ્નેટિક હસ્તક્ષેપ ન હોવો જોઈએ.
6. ઇન્સ્ટોલેશન સાઇટની આસપાસ રેડિયો ટ્રાન્સમીટર અથવા રિલે સ્ટેશન ટાળો.
7. પાવર ગ્રાઉન્ડિંગ પ્રતિકાર: ≤ 4 ઓહ્મ. ગ્રાઉન્ડ કંપનવિસ્તાર: 50um કરતા ઓછું; કંપન પ્રવેગક: 0.05g કરતા ઓછું.
8. નજીકમાં મોટી સંખ્યામાં મશીન ટૂલ્સ જેમ કે સ્ટેમ્પિંગ ટાળો.
9. હવાનું દબાણ: 86-106kpa.
10. ધાતુના પોલિશિંગ અને ગ્રાઇન્ડીંગ જેવા ધૂળવાળા કાર્યકારી વાતાવરણને ટાળીને, સાધનોની જગ્યાની જરૂરિયાતો ધુમાડા-મુક્ત અને ધૂળ-મુક્ત હોવાની ખાતરી આપવામાં આવે છે.
૧૧. એન્ટિ-સ્ટેટિક ફ્લોર ઇન્સ્ટોલ કરેલો હોવો જોઈએ અને શિલ્ડેડ કેબલ જોડાયેલ હોવો જોઈએ.
૧૨. કાર્યરત ઠંડક આપતા પાણીની ગુણવત્તા સખત રીતે ચકાસવી જરૂરી છે, અને શુદ્ધ પાણી, ડીયોનાઇઝ્ડ પાણી અથવા નિસ્યંદિત પાણીનો ઉપયોગ કરવો આવશ્યક છે.




