




Laserové svařováníJe jedním z důležitých aspektů aplikace technologie laserového zpracování materiálů. Používá se hlavně pro svařování tenkostěnných materiálů a nízkorychlostní svařování. Proces svařování patří k typu tepelné vodivosti, to znamená, že laserové záření ohřívá povrch obrobku a povrchové teplo difunduje dovnitř tepelnou vodivostí. Řízením parametrů, jako je šířka, energie, špičkový výkon a opakovací frekvence laserového pulzu, se obrobek taví a vytváří specifickou taveninu. Široce se používá ve strojírenství, leteckém průmyslu, automobilovém průmyslu, práškové metalurgii, biomedicínském mikroelektronickém průmyslu a dalších oblastech.

S explozivním růstem vozidel s novými energetickými zdroji pohánělo rozšíření výroby baterií růst laserového svařování. Od druhé poloviny roku 2018 ruční laserové svařování postupně získává na popularitě a v první polovině letošního roku se stalo světlým bodem na trhu laserového svařování. Vzhledem k současné technické úrovni a scénářům použitíruční laserové svařování, je velmi pravděpodobné, že nahradí tradiční trh s TIG svařovacími stroji (argonové obloukové svařování).
V posledních letechvláknové laserydosáhly velkého pokroku a mezi jejich výhody patří zejména: vysoký poměr fotoelektrické konverze, rychlý odvod tepla, dobrá flexibilita, silná odolnost proti rušení, nízké náklady, dlouhá životnost, bez nutnosti seřizování, bezúdržbové, vysoká stabilita, malé rozměry. Postupně se také vyvinula ruční laserová svařovací zařízení využívající vláknové lasery.
Laserové svařováníVyžaduje vysokou přesnost montáže obrobku a svarový šev je náchylný k vadám. Aby se tento problém vyřešil, konstruktér se odvolává na laserové svařovací zařízení se speciální rovinou a vyvinul ruční laserové svařovací zařízení s výkyvným bodem. Výkyvný tvar laseru ve tvaru „8“ nebo „0“ může snížit přesnost montáže obrobku a zvýšit průvar svaru. Po řadě optimalizací a vylepšení má současné běžné ruční laserové svařovací zařízení výkon 0,5–1,5 kW a velikost a hmotnost zařízení jsou ekvivalentní argonovým obloukovým svářečkám, které dokáží svařovat plechy o tloušťce 3 mm nebo méně. Aby se vyřešily nedostatky nedostatečné pevnosti svaru laserových svařovacích konstrukcí, výrobci zařízení v posledních letech integrovali zařízení pro automatické podávání drátu na bázi laserového svařování a vyvinuli ruční laserové svařovací zařízení pro plnění drátu, které dokáže automaticky podávat dráty, což v podstatě splňuje potřeby tenkých plechů do 4 mm. Toto svařování může v podstatě nahradit a překonat argonové obloukové svařování, dosáhnout vysoké rychlosti, nízkého tepelného příkonu, malé deformace, levného svařování s ohledem na ochranu životního prostředí a výrobní náklady jsou nižší než u argonového obloukového svařování za stejných podmínek.

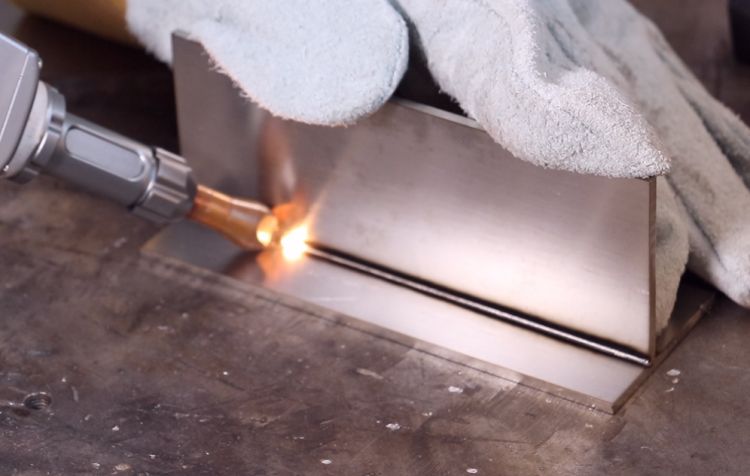
Ruční hlava svářečky má při práci šířku skenování a malý průměr bodu, takže při svařování skenuje z jednoho bodu do druhého řádek po řádku, čímž vytváří svarovou housenku. Ve srovnání s tradičním svařováním za studena je rychlost svařování ručního laserového svařování vyšší a jednorázový svařovací proces jej činí vhodnějším pro hromadné svařování dlouhých rovných švů.
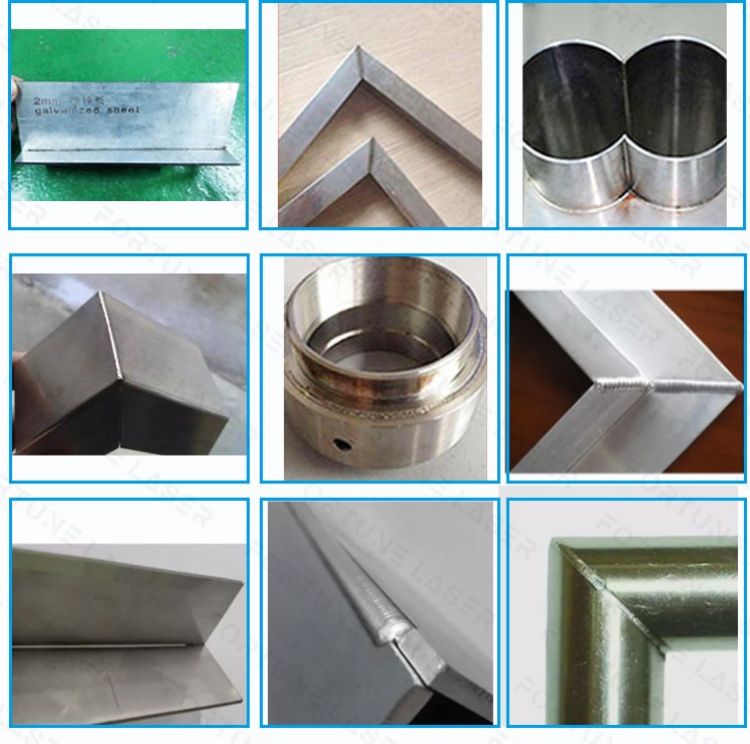
Ruční laserové svařovací stroje zabírají málo místa a obvykle jsou vybaveny různými ručními hlavami. V závislosti na různých potřebách kovových dílů, jako je vnější svařování, vnitřní svařování, pravoúhlé svařování, svařování úzkých hran a bodové svařování, lze vybrat různé ruční svařovací hlavy. Produkty, které lze svařovat, jsou rozmanité a tvar produktu je flexibilnější. Pro výrobní dílny zabývající se maloobjemovým zpracováním a svařováním ve velkém měřítku jsou ruční laserové svařovací stroje rozhodně tou nejlepší volbou.
Různé kovové materiály mají různé body tání: nastavení parametrů svařování pro různé typy svařovacích materiálů je relativně složité a termofyzikální vlastnosti svařovacích materiálů se budou lišit v závislosti na změně teploty; míra absorpce laseru se také bude měnit v závislosti na změně teploty; tavení pájeného spoje a strukturální vývoj tepelně ovlivněné oblasti během tuhnutí svařence; vady spoje ručního laserového svařovacího stroje, napětí při svařování a tepelná deformace atd. Nejdůležitější je však vliv rozdílu ve vlastnostech svařovacích materiálů na makro a mikro vlastnosti svaru.
Jaké materiály mohouruční laserový svařovací strojsvar?
1. Nerezová ocel
Nerezová ocel má vysoký koeficient tepelné roztažnosti a je náchylná k přehřívání během svařování. Pokud je tepelně ovlivněná zóna trochu velká, způsobí to vážné problémy s deformací. Teplo generované ručním laserovým svařovacím strojem během celého svařovacího procesu je však nízké. V kombinaci s relativně nízkou tepelnou vodivostí, vysokou mírou absorpce energie a účinností tavení nerezové oceli lze po svařování dosáhnout dobře tvarovaných, hladkých a krásných svarů.
2. Uhlíková ocel
Běžnou uhlíkovou ocel lze svařovat přímo ručním laserovým svařováním, efekt je srovnatelný se svařováním nerezové oceli a tepelně ovlivněná zóna je menší, ale při svařování středně a vysoko uhlíkové oceli je zbytková teplota relativně vysoká, takže je stále nutné svařovat před svařováním. Předehřev a tepelná konzervace po svařování uvolňují pnutí a zabraňují prasklinám. Zde můžeme hovořit o svařovacím stroji za studena. Středně a vysoko uhlíkovou ocel lze svařovat nebo opravovat pomalou rychlostí pomocí studeného svařování a litinového svařovacího drátu. Pokud jde o regulaci teploty, regulaci teploty a regulaci teploty, svařovací stroj za studena dokáže ruční laserové svařování efektivněji odvádět zbytkové teplo po svařování.
3. Ocel pro zápustky
Je vhodný pro svařování různých typů zápustkové oceli a svařovací účinek je velmi dobrý.
4. Hliník a hliníkové slitiny
Hliník a hliníkové slitiny jsou vysoce reflexní materiály a během svařování se může v roztavené lázni nebo v kořeni svaru objevit pórovitost. Ve srovnání s předchozími kovovými materiály mají hliník a hliníkové slitiny vyšší požadavky na parametry, ale pokud jsou zvoleny vhodné parametry svařování, lze dosáhnout svarového švu se stejnými mechanickými vlastnostmi jako základní kov.
5. Měď a slitiny mědi
Tepelná vodivost mědi je velmi silná a během svařování snadno dojde k neúplnému propálení a částečnému tavení. Měděný materiál se obvykle během svařovacího procesu zahřívá, aby se svařování usnadnilo. Zde mluvíme o tenkých měděných materiálech. Ruční laserové svařování může být přímo ovlivněno vysokou tepelnou vodivostí mědi díky své koncentrované energii a vysoké rychlosti svařování.
6. Svařování mezi různými materiály
Ruční laserový svařovací stroj může svařovat různé kovy, jako je měď-nikl, nikl-titan, měď-titan, titan-molybden, mosaz-měď, nízkouhlíková ocel-měď a další odlišné kovy. Laserové svařování lze provádět za jakýchkoli podmínek (plyn nebo teplota).
Ruční laserové svařovací stroje jsou v současnosti široce používaným produktem ve svářečském průmyslu, a to především proto, že ačkoli toto zařízení vypadá dražší, dokáže výrazně ušetřit náklady na pracovní sílu. Náklady na práci svářečů jsou relativně vysoké. Použití tohoto produktu řeší problém drahého a obtížného náboru svářečů. Ruční laserové svařovací stroje si navíc získaly jednomyslnou chválu od tisíců zákazníků díky své dlouhé životnosti a nízké spotřebě energie.
Pokud se chcete dozvědět více o laserovém čištění nebo si chcete koupit nejlepší laserový čisticí stroj pro vás, zanechte prosím zprávu na našich webových stránkách a napište nám přímo e-mail!
Čas zveřejnění: 3. prosince 2022



